



無需繁瑣的文字描述,觀看我們的視頻,讓絎磨管,油缸管生產(chǎn)廠家種類多質量好產(chǎn)品一覽無余!
以下是:江蘇絎磨管,油缸管生產(chǎn)廠家種類多質量好的圖文介紹
廠家種類多質量好")
江蘇企業(yè)旺旺珩磨管絎磨管油缸管熱軋絎磨管后的區(qū)別熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經(jīng)步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經(jīng)切頭、尾、再進入精軋機,實施計算機控制軋制,終軋后即經(jīng)過層流冷卻和卷取機卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
廠家種類多質量好")
廠家種類多質量好")
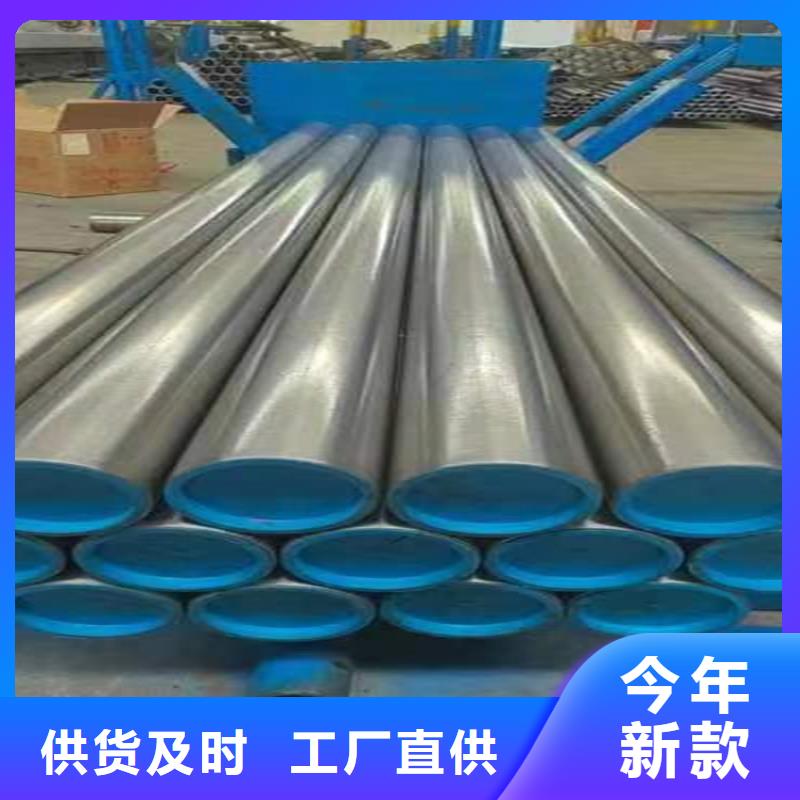
江蘇企業(yè)旺旺珩磨管絎磨管油缸管鋼市上演了一小波反彈行情,累計持續(xù)兩周左右。以上海市場為例,大口徑絎磨管現(xiàn)貨價格從3600元/噸漲至3760元/噸,上漲160元/噸,同一時間內(nèi)北京市場僅反彈100元/噸。這反映出行情仍受需求預期驅動較強,心理因素起到了一定推動作用45#絎磨管滾壓工藝光潔度是效的 油缸是工程機械主要部件,傳統(tǒng)的加工方法是:拉削缸體——精鏜缸體——磨削缸體。采用滾壓方法是:拉削缸體——精鏜缸體——滾壓缸體,工序是3部分,但時間上對比:磨削缸體1米大概在1-2天的時間,滾壓缸體1米大概在10-30分鐘的時間。投入對比:磨床或絎磨機(幾萬——幾百萬),滾壓刀(1仟——幾萬)。滾壓后,孔表面粗糙度由幢滾前Ra3.2~6.3um減小為Ra0.4~0.8&um,孔的表面硬度提高約30%,缸筒內(nèi)表面疲勞強度提高25%。油缸使用壽命若只考慮缸筒影響,提高2~3倍,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數(shù)據(jù)說明,滾壓工藝是的,能大大提高缸筒的表面質量。
廠家種類多質量好")
廠家種類多質量好")
廠家種類多質量好")
液壓機械(江蘇省分公司)經(jīng)銷批發(fā)的 珩磨管生產(chǎn)廠家在消費者當中享有較高的地位,公司與多家零售商和代理商建立了長期穩(wěn)定的合作關系。我們的產(chǎn)品品種齊全、價格合理。公司實力雄厚,重信用、守合同、保證產(chǎn)品質量,以多品種經(jīng)營特色和薄利多銷的原則,贏得了廣大客戶的信任。 公司本著“品質至上、信譽至上、服務至上、時間至上”的企業(yè)經(jīng)營理念,“誠信經(jīng)營、信譽為本”的經(jīng)營宗旨。堅信客戶永遠是公司發(fā)展的源泉,堅持以市場為導向,以完善的售后服務為承諾,我們積j i參與推廣以及行業(yè)交流活動,公司在長期的發(fā)展過程中以過硬的產(chǎn)品質量的優(yōu)勢和國內(nèi)許多大型的公司都建立了長期良好的合作伙伴關系,我們也熱誠歡迎國內(nèi)外客戶來我司考察,參觀及技術交流;廣納博交的企業(yè)精神,愿與社會各界朋友精誠合作,共創(chuàng)美好家園!
廠家種類多質量好")
廠家種類多質量好")
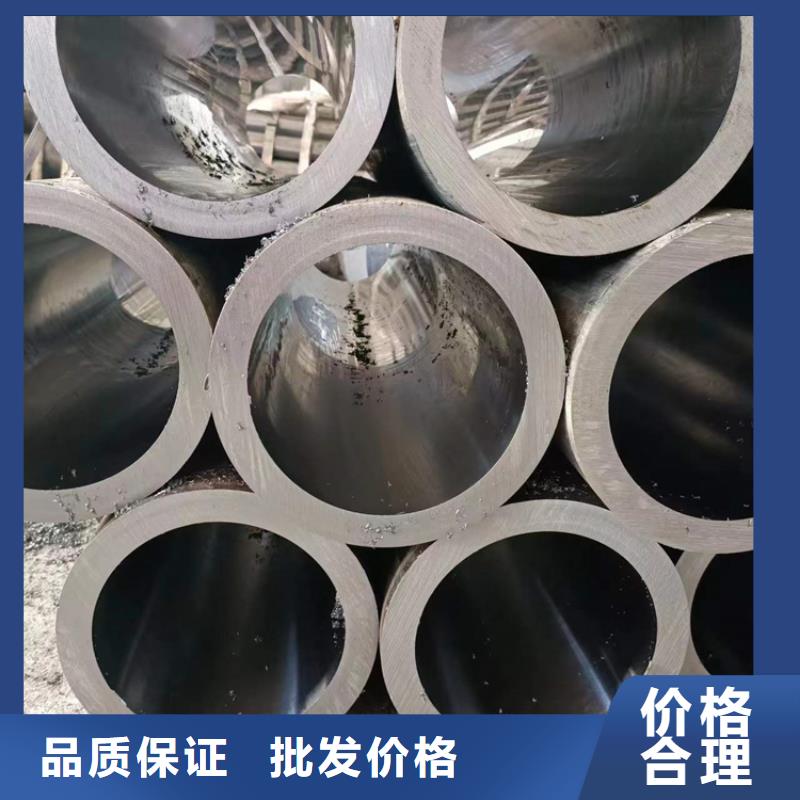
江蘇企業(yè)旺旺珩磨管絎磨管油缸管絎磨管廠家迅速準確的判斷故障缸是非常重要的。其快速判斷方法是:將裝載機動臂落到底,然后啟動發(fā)動機(機器處于空擋位置),將動臂操縱桿置于下降位置,加大油門根據(jù)松開動臂缸大腔接口處的漏油情況即可判斷小腔油封的好壞。若大腔接口處漏油比較多,則說明該絎磨管封密封不良或油封損壞;若松開處接口不漏油可漏油很少,則說明該動臂缸小腔油封密封性能較好。大腔油封損壞,就會造成升起的動臂自動下落,其判斷方法與小腔油封判定方法相反。絎磨管廠家也可用此法來判斷裝載機的翻斗缸或轉向缸的某一絎磨管油封以及非對稱式絎磨管筒(如挖掘機的斗桿缸、鏟斗缸)的某一腔油封的密封情況小口徑絎磨管內(nèi)徑絎磨光潔度多少
廠家種類多質量好")
廠家種類多質量好")
廠家種類多質量好")
點擊查看液壓機械(江蘇省分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】