


以下是:鍋爐導流板專業安裝隊的產品參數
產品參數 產品價格 600 發貨期限 電議 供貨總量 電議 運費說明 電議 山東鍋爐熱噴涂 山東 鍋爐導流板專業安裝隊,宏合集團(恩施分公司)為您提供鍋爐導流板專業安裝隊,聯系人:張經理,電話:06358655311、13780722348,QQ:594476388,請聯系宏合集團(恩施分公司),發貨地:開發區。 湖北省,恩施土家族苗族自治州 恩施土家族苗族自治州,湖北省轄自治州,首府駐恩施市。恩施位于湖北省西南部,地處鄂、湘、渝三省(市)交匯處,東經108°23′12″~110°38′08″、北緯29°07′10″~31°24′13″,西連重慶市黔江區,北鄰重慶市萬州區,南面與湖南省湘西州接壤,東連神農架、宜昌,全州面積24060.26平方千米。恩施州于1983年8月19日建州,有土家族、苗族、侗族、漢族、回族、蒙古族、彝族、納西族、壯族等29個民族。截至2022年末,恩施州戶籍人口為400.25萬人。
想要更直觀地感受鍋爐導流板專業安裝隊產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
以下是:鍋爐導流板專業安裝隊的圖文介紹
鍋爐熱噴涂,超音速電弧噴涂,鍋爐防磨導流板,CFB循環流化床鍋爐導流板,鍋爐熱噴涂及噴焊施工的企業,公司地理位置優越,技術力量雄厚,有先進的火焰噴涂(焊)系統電弧噴涂系統,等離子噴涂系統等設備20多臺套,經多年來的潛心鉆研和實際生產操作經驗的積累,培養了一支技術精湛、率、高素質的技術人才隊伍,已具有一套完整先進的噴涂工藝,可針對不同的情況,實施相應的噴涂工藝,以確保涂層質量,使其得到 效果。
公司承接各種電廠鍋爐熱噴涂、鍋爐爐膛防腐耐磨噴涂、鍋爐四管防磨噴涂、鍋爐流化床耐磨熱噴涂、鍋爐防磨噴涂施工等工程項目。多年來,我公司成功的為電廠、造紙印刷、礦山、石油化工、冶金、機械、紡織、汽車等各個行業用戶,提供了優質鍋爐噴涂服務。用于防腐、防磨和修復強化等方面,收到了極好的效果。
我公司技術力量雄厚,具有多項實用、新型的 級 技術,并通過多項質量檢測認證,是全國熱噴涂協作組會員單位,并與國內多家科研單位有著長久的合作關系。經多年來的實際操作、進取與磨練,我公司培養了龐大的技術精湛、率高素質的噴涂施工群體.
自1998年首次成功的將熱噴涂技術應用與35T沸騰爐埋管以來,公司先后為國內幾十家電廠鍋爐四管受熱面防磨噴涂施工,總面積達十五萬余平方米。
“以質量求生存,以誠信求立足”的經營理念,以 的技術為廣大用戶提供優質可靠的服務,竭誠歡迎廣大新老客戶的光臨惠顧,與我們共同合作開發。
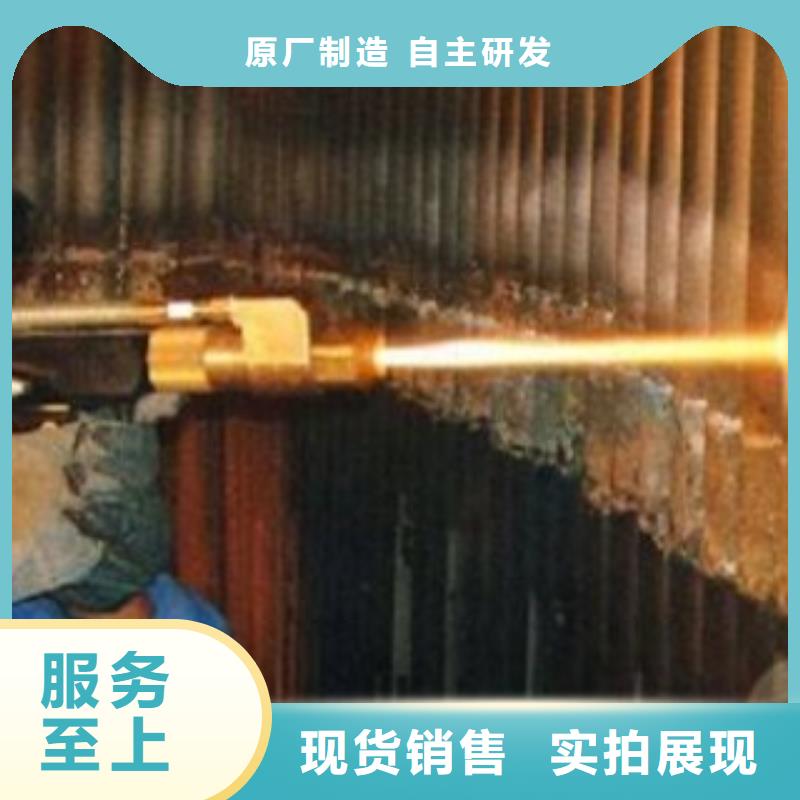
超音速電弧噴涂 (Supersonic Arc Spraying) 是在普通電弧噴涂(Arc Spraying)基礎上發展起來的新技術;超音速電弧噴涂層具有比普通電弧噴涂層更為優越的性能,近年來廣泛應用于機械、化工、電力、冶金等行業,特別是在火力發電廠的鍋爐管道上得到了很好的應用,較好地解決了鍋爐管道的高溫磨損和腐蝕問題,為電廠的穩定運行起到了重大的作用,也給電廠帶來了很好的經濟效益和社會效益。
超音速電弧噴涂是將兩根絲狀金屬噴涂材料送進電弧噴槍中的兩個導電嘴內,導電嘴分別連接高電流、低電壓的兩極。當金屬絲前進至相互接觸時,它們短路瞬間產生的電弧,可達到5000℃以上的高溫,使絲材端部熔化,并被極高速度的壓縮空氣流(約達兩倍音速)霧化呈微熔滴,微熔滴被壓縮空氣流帶動以超音速(400m/s以上)射向工件表面,形成電弧噴涂層。 超音速電弧噴涂層相比于普通電弧噴涂層具有更細小的涂層組織、更致密的涂層結構、更高的結合強度。
本公司生產的新超音速電弧機主要由主機電源、超音速電弧噴槍、送絲機構、控制系統和壓縮空氣系統組成。設備制造精良,性能可靠,運行穩定性好,為獲得性能優良的噴涂層提供了基本的保障。特點如下,
導流防磨技術熱噴涂、超音速電弧噴涂、鍋爐噴涂,水冷壁防磨噴涂,四管電弧噴涂,循環流化床超音速熱噴涂,煤粉爐防腐、導流板安裝、經緯防腐、格柵防磨、過熱器。折焰角、鍋爐防磨、鍋爐防磨防腐、熱噴涂、火焰噴涂
本頁關鍵詞:鍋爐熱噴涂熱噴涂、超音速電弧噴涂、鍋爐噴涂,水冷壁防磨噴涂,四管電弧噴涂,循環流化床超音速熱噴涂,煤粉爐防腐、導流板安裝、經緯防腐、格柵防磨、過熱器。折焰角、鍋爐防磨、鍋爐防磨防腐、熱噴涂、火焰噴涂、 循環流化床鍋爐包含五大系統:燃燒系統、物料循環系統、燃煤制備系統、風煙系統以及除渣、除灰系統,循環流化床鍋爐結構如下: 鍋爐主要由以下三大部分組成:爐膛;固體循環回路(主要由旋風分離器、回料器及外置流化床組成);尾部豎井。 循環流化床鍋爐的心臟部件是爐膛,燃料和脫硫用的石灰石從這里給入。一次風通過布風板進入爐膛,作為一次燃燒用風,同時向上的氣流將固體粒子托起(被流化),并充滿了整個爐膛容積。二次風分兩級送入爐膛,由此實現分級燃燒。旋風分離器將離開爐膛的固體粒子捕獲下來,通過水冷錐形閥對固體粒子流量進行分配,一部分通過回料器直接送入下爐膛以維持主循環回路固體粒子平衡;另一部分從旋風分離器分離下來的固體粒子通過布置在類似鼓泡床中的外置式換熱器放熱后被送入爐膛。分離后含少量飛灰的干凈煙氣進入尾部豎井,經空氣預熱器和飛灰收集系統, 由煙囪排入大氣。 鍋爐汽水系統:高壓系統包括省煤器、鍋筒、蒸發受熱面和過熱器。水循環系統采用自然循環。鍋爐給水首先被引至布置在尾部煙道的省煤器進口集箱,逆流向上流經水平布置的省煤器管組后通過省煤器引出管進入鍋筒。在啟動階段沒有給水流入鍋筒時,省煤器再循環管路可以將鍋水從鍋筒引至省煤器進口集箱,防止省煤器管子內的水靜滯汽化。 循環流化床風煙系統:鍋爐的燃燒需要相對較高的空氣壓頭使顆粒在床內能得到流化,經過一二次風機出來的一二次風通過空預器后被送入爐膛。其它用風包括外置式換熱器、回料器、冷渣器的流化風,其流化風均取自高壓流化風機。空氣預熱器采用成熟的四分倉回轉式空氣預熱器。 除渣、除灰系統:鍋爐在正常運行過程中,大量的固體粒子在爐膛和分離器組成的主循環回路中不停的循環著。一部分極細的粒子隨煙氣一起到達尾部煙道,作為飛灰進入除塵器;而其余大部分粒子卻被分離器捕獲下來,通過回料器或外置式換熱器回到爐膛。爐膛底部排渣經冷渣器冷卻后排出。 此外,循環流化床鍋爐還包含輔助燃料系統和燃煤制備系統。
不同部件熱噴涂的修復1 造紙機烘缸 HT20-40 表面劃傷、腐蝕和磨損,缸體兩端表面局部腐蝕凹坑塌陷,需修復和強化,防止繼續腐蝕報廢 電弧噴涂不銹鋼分子式:1Cr18Ni9Ti(特點:噴涂速度快,結合強度高,耐酸堿等腐蝕)2 造紙廠膠滾筒軸 鋼、鐵 軸承位磨損超差 輕度磨損:電刷鍍快速鎳嚴重磨損:熱噴涂鎳基粉3 上壓榨棍 45 軸承位磨損超差 輕度磨損:電刷鍍快速鎳4 打漿機軸 45 軸承位磨損,軸表面被雜物磨損 輕度磨損:電刷鍍快速鎳嚴重磨損:熱噴涂鎳基粉5 毛毯棍 表面包銅 軸承位磨損,軸表面被雜物磨損 輕度磨損:電刷鍍快速鎳嚴重磨損:熱噴涂鎳基粉6 網籠軸承座 碳鋼 軸承位磨損超差 輕度磨損:電刷鍍快速鎳嚴重磨損:熱噴涂鎳基粉7 ZBJ13/φ150漿泵 銅 軸承位磨損超差 輕度磨損:電刷鍍快速鎳8 紙漿推進器 銅 軸、孔磨損超差 輕度磨損:電刷鍍快速鎳嚴重磨損:熱噴涂鎳基粉9 ZBJ2Q1φ100細漿泵 鑄鐵 軸、殼軸承位磨損超差 輕度磨損:電刷鍍快速鎳10 蒸球機 鋼、鐵 各軸、孔軸承位磨損超差 輕度磨損:電刷鍍快速鎳嚴重磨損:熱噴涂鎳基粉11 刀棍切草機 鋼 各配合面磨損超差 輕度磨損:電刷鍍快速鎳12 旋風除塵機 鋼、鐵 各軸承位磨損超差 輕度磨損:電刷鍍快速鎳嚴重磨損:熱噴涂鎳基粉13 壓光機 鋼 各軸承位磨損超差 輕度磨損:電刷鍍快速鎳14 各類電動機軸承位、端蓋的尺寸修復 鋼鑄鐵 各軸承位磨損超差 輕度磨損:電刷鍍快速鎳嚴重磨損:熱噴涂鎳基粉15 網籠軸
工廠直供,采用卓越工藝,精挑材質值得信賴,量大更優惠。主營產品 無縫鋼管,廠家直供質量保障按需定制|售后服務。我公司憑借“過硬的產品,優良的制作,負責的態度,良好的信譽”贏得了市場和長期合作伙伴。可按照客戶需求定做,請買家在下單前咨詢我們確認所需產品的參數。歡迎來電咨詢或來我廠參觀。
等粒子噴涂工藝在等粒子噴涂過程中,影響涂層質量的工藝參數很多,主要有:①等離子氣體:氣體的選擇原則主要根據是可用性和經濟性,N2氣便宜,且離子焰熱焓高,傳熱快,利于粉末的加熱和熔化,但對于易發生氮化反應的粉末或基體則不可采用。Ar氣電離電位較低,等離子弧穩定且易于引燃,弧焰較短,適于小件或薄件的噴涂,此外Ar氣還有很好的保護作用,但Ar氣的熱焓低,價格昂貴。氣體流量大小直接影響等離子焰流的熱焓和流速,從而影響噴涂效率,涂層氣孔率和結合力等。流量過高,則氣體會從等離子射流中帶走有用的熱,并使噴涂粒子的速度升高,減少了噴涂粒子在等離子火焰中的“滯留”時間,導致粒子達不到變形所必要的半熔化或塑性狀態,結果是涂層粘接強度、密度和硬度都較差,沉積速率也會顯著降低;相反,則會使電弧電壓值不適當,并大大降低噴射粒子的速度。極端情況下,會引起噴涂材料過熱,造成噴涂材料過度熔化或汽化,引起熔融的粉末粒子在噴嘴或粉末噴口聚集,然后以較大球狀沉積到涂層中,形成大的空穴。②電弧的功率:電弧功率太高,電弧溫度升高,更多的氣體將轉變成為等離子體,在大功率、低工作氣體流量的情況下,幾乎全部工作氣體都轉變為活性等粒子流,等粒子火焰溫度也很高,這可能使一些噴涂材料氣化并引起涂層成分改變,噴涂材料的蒸汽在基體與涂層之間或涂層的疊層之間凝聚引起粘接不良。此外還可能使噴嘴和電極燒蝕。而電弧功率太低,則得到部分離子氣體和溫度較低的等離子火焰,又會引起粒子加熱不足,涂層的粘結強度,硬度和沉積效率較低。③供粉:供粉速度必須與輸入功率相適應,過大,會出現生粉(未熔化),導致噴涂效率降低;過低,粉末氧化嚴重,并造成基體過熱。送料位置也會影響涂層結構和噴涂效率,一般來說,粉末必須送至焰心才能使粉末獲得 的加熱和 的速度。④噴涂距離和噴涂角:噴槍到工件的距離影響噴涂粒子和基體撞擊時的速度和溫度,涂層的特征和噴涂材料對噴涂距離很敏感。噴涂距離過大,粉粒的溫度和速度均將下降,結合力、氣孔、噴涂效率都會明顯下降;過小,會使基體溫升過高,基體和涂層氧化,影響涂層的結合。在機體溫升允許的情況下,噴距適當小些為好。噴涂角:指的是焰流軸線與被噴涂工件表面之間的角度。該角小于45度時,由于“陰影效應”的影響,涂層結構會惡化形成空穴,導致涂層疏松。⑤噴槍與工件的相對運動速度:噴槍的移動速度應保證涂層平坦,不出線噴涂脊背的痕跡。也就是說,每個行程的寬度之間應充分搭疊,在滿足上述要求前提下,噴涂操作時,一般采用較高的噴槍移動速度,這樣可防止產生局部熱點和表面氧化。⑥基體溫度控制:較理想的噴涂工件是在噴涂前把工件預熱到噴涂過程要達到的溫度,然后在噴涂過程中對工件采用噴氣冷卻的措施,使其保持原來的溫度。在等離子噴涂的基礎上又發展了幾種新的等離子噴涂技術
鍋爐導流板專業安裝隊_宏合集團(恩施分公司),固定電話:13780722348,移動電話:06358655311,聯系人:張經理,QQ:594476388,開發區 發貨到 湖北省恩施市。


















