


以下是:雙筋籠繞筋機制作歷程的產品參數
產品參數 產品價格 176000 發貨期限 1 供貨總量 10 運費說明 3 型號 XGGJ-2000 鋼筋籠直徑 φ800-2000φ 鋼筋籠長度 12米 主筋直徑 φ12-32 箍筋直徑 φ5-φ12 裝機總功率 22KW 范圍 供應范圍覆蓋西藏 阿里市 拉薩市、昌都市、林芝市、那曲市、日喀則市、山南市 普蘭縣、扎達縣、格爾縣、日土縣、革吉縣、改則縣、措勤縣等區域。 在西藏阿里市采購雙筋籠繞筋機制作歷程請認準寶潤機械(阿里市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:趙宇飛,地址:二七區長葛市鐘繇大道南段東辛莊社區)。 西藏自治區,阿里地區 阿里地區是西藏自治區面向南亞開放的橋頭堡、屏障西部戰略要地、中國礦產資源儲備基地、中國西部重要的交通物流樞紐和高原特色牧業生產基地,也是岡底斯國際旅游合作區、生態屏障的核心區域。阿里地區平均海拔4500米,有“千山之宗,萬水之源”之稱,喜馬拉雅山、岡底斯山、喀喇昆侖山、昆侖山平行排列。岡仁波齊、古格王國遺址、托林寺、札達土林等均為旅游景點。
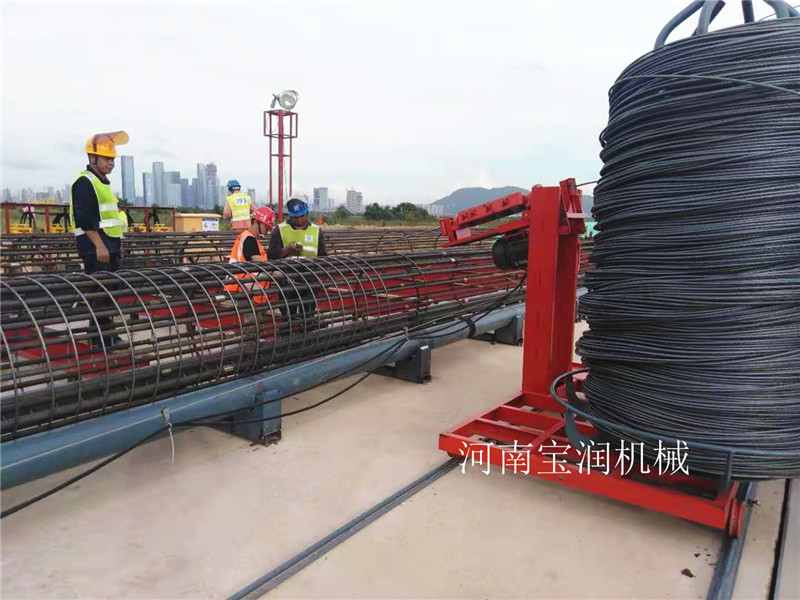
不容錯過的雙筋籠繞筋機制作歷程視頻展示!產品特點一目了然,為您的購買決策提供堅實依據。
以下是:雙筋籠繞筋機制作歷程的圖文介紹“追求品質,不忘初心”是西藏阿里寶潤機械有限公司一貫堅持的產品理念。目前,西藏阿里寶潤機械有限公司達成長期戰略合作的原料供應工廠,不僅能夠保障原材料的供應,更能從源頭上確保用料的。從原料進庫到產品出廠,各個環節,各個部門都有規范的管理和專人負責,西藏阿里寶潤機械有限公司生產的所有 數控鋼筋彎曲中心產品均采用環保材料, 數控鋼筋彎曲中心制作工藝均符合歐美標準,關注消費者關注的,我們一直在努力!
在批量生產前 ,應對每種規格 、每種連接型式鋼 筋進行接 頭 工藝檢驗,且每種規格鋼筋的接頭試件不應少于 3根,并送試驗 單位進行拉伸 ,拉伸合格后 ,方可正常生產 。 加工絲頭時,應采用水溶性切削液,嚴禁用機油作切削液或 不加切削液加工絲頭 。 絲頭加工時,其絲頭加工長度為標準套筒長度的 1/2,公差為 +2P (P為螺距 )。 連接鋼筋時,鋼筋規格和套筒的規格必須一致,鋼筋和套筒 的絲扣應干凈 、完好無損 。 滾軋直螺紋應使用管鉗和力矩扳手進行施工,將兩個鋼筋絲頭在 套筒中間位置相互頂緊,接頭擰緊應符合如下表 (表一1)的規定。 (表一 I)接頭擰緊力矩 鋼筋直徑 (HllTI) I I8,--22 I 25 l 28 I 32 擰緊力矩 .m) 1 200 l 250 I 280 l 320 四、質量檢驗標準 鋼筋下料時,切口端面應與鋼筋軸線垂直,不得有馬蹄形或 撓曲,端部不直應調直后下料。 距鋼筋端頭 1.7m范圍內不得有明顯彎曲,不得有泥、沙。 加工絲頭時必須采用水溶性切削潤滑液,不得在不加潤滑劑 的情況下套絲。 絲頭的牙形飽滿,牙項寬超過 O.6mm 禿牙部分累計長度不 應超 過 1.5倍螺紋周長 。 量規檢 查螺紋:通 端量規應 能通過螺紋超過 3P,而止端量 規則不應通過 螺紋 3P。 在剝肋滾 軋直 螺紋套絲 中,要求每加工 10個絲頭用通止環 檢查一次。合格 的絲頭 ,應立 即將其兩
西藏阿里寶潤機械有限公司地處二七區長葛市鐘繇大道南段東辛莊社區,公司秉承信譽di yi,保質保量的生產原則;堅持科學管理,為顧客提供優質,主營產品: 數控鋼筋彎曲中心。公司以良好的信譽、優質的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市,產品深得用戶依賴。歡迎新老客戶來電垂詢。
我的圖書館留言交流搜文章找館友分享更多鋼筋施工技術交底天行健w閱21474轉1426轉藏到我的圖書館展開全文鋼筋施工技術交底施工準備:根據施工圖紙、圖紙會審及規范要求,做出配筋單,由班組提前提出各種規格、級別的鋼筋原材計劃,由項目棟號鋼筋主管工長審核確認后,交項目材料部門組織分批進場。鋼筋進場后及時按試驗規定取樣進行力學性能復試,復試合格后方可加工使用。施工機具準備:斷鋼機、彎鋼機、對焊機、電焊機、電渣壓力焊機具及直螺紋機械連接套絲機具等安裝就位,檢查機械設備是否完好。并在機械設備旁懸掛設備操作規程牌。鋼筋調直及加工:本工程Ⅰ級鋼筋調直機進行調直。鋼筋的彎曲成型:鋼筋的連接:(一)電渣壓力焊連接:工藝流程(1)施工流程:檢查設備、電源→鋼筋端部檢查→選擇焊接參數→安裝焊接夾具和鋼筋→安放鐵絲球→安放焊劑罐→施焊、做試件→確定焊接參數→施焊→回收焊劑→卸下夾具→質量檢查→(2)電渣壓力焊的施焊過程閉合電路→引焊→電弧過程→電渣過程→擠壓斷電操作工藝(1)檢查設備、電源
先鋪主筋再鋪分布筋并墊塑料墊塊,墊塊墊在縱橫底筋,墊塊間距800mm梅花形墊放,待水電預留線管安裝驗收完畢后,后綁扎上層筋或支座負筋及分布筋、抗裂筋。(3)綁扎板筋時,用扣,板邊兩行鋼筋相交點均需滿扎,當板筋為雙層雙向鋼筋時為確保上部鋼筋的位置,在兩層鋼筋間加設Φ12鋼筋馬鐙@600mm,鋼筋馬鐙應墊在上下層鋼筋交叉點之間并用扎絲綁牢,不得直接墊在板底模板之上。(4)板中受力鋼筋:從距墻或梁邊5cm開始配置;板筋進入梁中間或梁邊支座錨固時,均伸至梁邊-25mm,板鋼筋上層彎鉤朝下,下層彎鉤朝上,板筋平直部分長度為板厚扣除保護層厚度。(5)板的下部鋼筋在距支座1/3跨度范圍內接長,上部鋼筋在跨中1/3跨度范圍內接長。
聯系人:趙宇飛,電話:【13243367666】,寶潤機械(阿里市分公司)在西藏阿里市本地專業從事雙筋籠繞筋機制作歷程,西藏阿里市各個縣市以及周邊西藏 阿里市 拉薩市、昌都市、林芝市、那曲市、日喀則市、山南市 普蘭縣、扎達縣、格爾縣、日土縣、革吉縣、改則縣、措勤縣城市均可提供送貨上門服務!



















