


以下是:WGJ-250型液壓工字鋼冷彎成型設備行業資訊的產品參數
范圍 供應范圍覆蓋浙江省 杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市等區域。 WGJ-250型液壓工字鋼冷彎成型設備行業資訊,萬澤愚公機械制造(浙江省分公司)為您提供WGJ-250型液壓工字鋼冷彎成型設備行業資訊的資訊,聯系人:秦少軍,發貨地:小店區208國道東蒲村東蒲路一號。 浙江省 浙江省,簡稱“浙”,是中華人民共和國省級行政區,省會杭州市,地處中國東南沿海,長江三角洲南翼;東臨東海,北與上海市、江蘇省接壤,南接福建省,西與安徽省、江西省相連;地跨北緯27°02′~31°11′,東經118°01′~123°10′。浙江省下轄11個地級市,37個市轄區、20個縣級市、33個縣(一個自治縣),截至2022年末,浙江省常住人口為6577萬人。
想要真正了解WGJ-250型液壓工字鋼冷彎成型設備行業資訊產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。
以下是:WGJ-250型液壓工字鋼冷彎成型設備行業資訊的圖文介紹
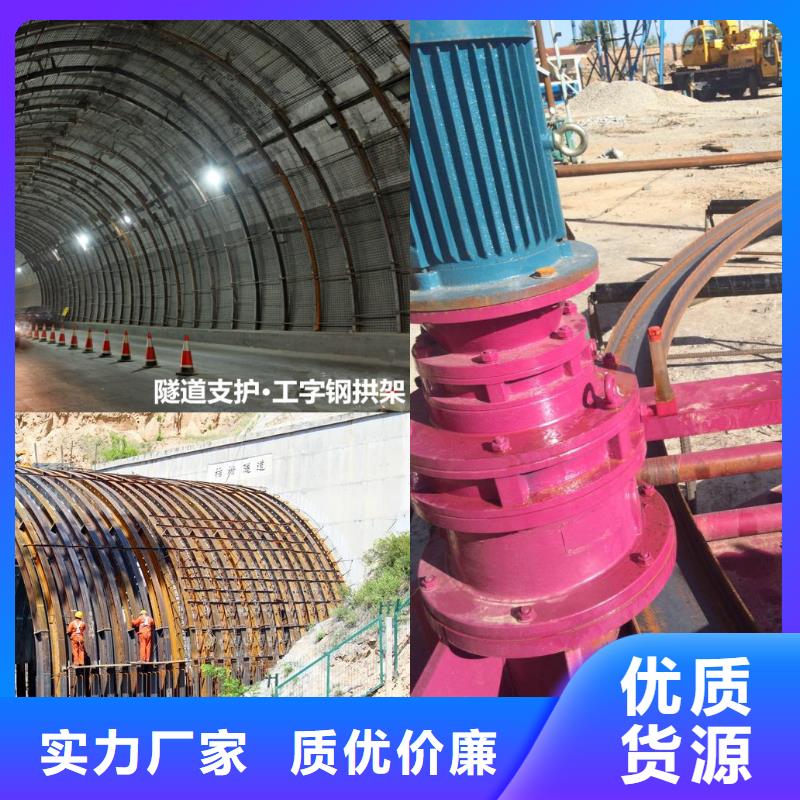
數控彎拱機冷彎機操作流程:
1、將所需冷彎加工的型鋼由*助系統的門式托架推放在兩主動滾輪之間;
2、啟動液壓系統使液壓缸推動燕尾槽和冷彎滾輪冷壓型鋼;
3、達到設計所需弧度時自動關閉液壓系統,啟動機械傳動系統,使主動滾輪轉動并依靠摩擦力帶動型鋼平穩緩慢前行,從而實現連續冷彎作業;
4、冷彎結束時,關閉機械傳動系統的同時,啟動液壓系統,將冷彎型鋼放置在輔*系統 的門式托架上。
數控彎拱機冷彎機操作:
(數控工字鋼冷彎機操作規程操作者要嚴格按照冷彎機的安操作規程操作,如在操作過程中發現異常,應停止操作,停機檢查原因。)
1、嚴格遵守機床工操作規程,按規定穿戴好勞動防護用品。
2、開機前應將上、下模具清理、擦拭干凈。
3、檢查托料架、擋料架及滑塊上有無異物,如有異物,應清理干凈。
4、按所折板料厚度、選擇適當模口,模口尺寸一般等于或大于8*板料厚度。
5、由板料折彎力數或折彎力計算公式得出工件的折彎力,工件折彎力不得大于1000KN。
6、折彎狹板料時,應將系統工作壓力適當**,以免損壞模具。
7、調節滑塊行程時,應**調量小于100,以免損壞機器。
8、折彎前,應將上下模具間的間隙調整均勻**。
9、折彎時,不可將手放在模具間,狹長小料不可用手扶。**只許折彎一塊料,不許多塊分節同時折彎。檢查油箱油位,啟動油泵檢查液
壓管道、油泵有無異常。
10、折彎板料應放在模具中間,機器不宜單邊載荷,以免影響工件和機器精度,如某些工件確需單邊工作時,其載荷不得大于250KN,而且**二邊同時折彎。
11、檢查油箱油位,啟動油泵檢查液壓管道、油泵有無異常。
12、發生異常停機,檢查原因并及時**。
13、作業完畢,應關閉油泵,退出控制系統程序,切斷電源。
數控彎拱機冷彎機維護與保養:
1、新機運行50小時后,檢查并緊固各螺栓有無松動;
2.新機運行100小時后(大約15天)換液壓油;
3.新機運行200小時后更換減速器油;
4.每年換次液壓油、減速器油;
5.每班給壓力軸加注黃油,滑道加注機油。
產品質量:
1、產品的制造和檢測均有質量記錄和檢測資料。
2、對產品性能的檢測,我們誠請用戶親臨對產品進行全過程、全性能檢查,待產品被確認合格后再裝箱發貨。
產品價格:
1、為了保*產品的質量和性能,系統的選材均選用***牌產品。
2、在同等競爭條件下,我公司在不以**產品**性能、*改產品部件為代價的基礎上,真誠以***的價格提供給貴方。
選購小貼士 :
挑選冷彎機5項*看因素及2項須知
(1)三個頂滾的直徑:細了,因接觸面小,容易打滑;彎非標鋼材的時候容易變形。
(2)油缸的直徑和行程:直徑和行程決定了壓力的大小和彎曲半徑的可調性。
(3)臺體鋼板厚度和骨架的質量:決定著彎大型鋼材時是否變形。
(4)電機的功率和減速機的質量。
(5)廠家的生產規模和服務。
須知事項1:所彎的鋼材的類型、型號、材質 ;
須知事項2:所彎曲的半徑:要弄清楚所彎曲的半徑是否符合鋼材的冷彎系數。每種鋼材都有自己的冷彎系數,如果超出了它的冷彎系數,鋼材就會變形,鋼材**組織結構也會改變,隨之鋼材的質量也*低了。
浙江萬澤愚公機械制造有限公司位于小店區208國道東蒲村東蒲路一號。地理環境優越,交通便利。我司主要是以生產 液壓劈裂機等產品為主的一家企業,公司嚴格執行ISO9001:2000質量管理體系標準,不斷根據市場需求來改進完善現有的產品,實時開發新產品,公司主要產品 系列: 液壓劈裂機等系列。公司宗旨是“質量di yi 用戶之上 科技為本 不斷創新”,用z u i低廉的價格創造z u i優質的產品, 我們熱忱期待著與您攜手合作,謀求共同發展,開創二十一世紀新紀元。
一種金屬加工方法。在室溫下將金屬材料板、帶材用機械彎曲成一定形狀和尺寸的型材。其產品稱為冷彎型材。冷彎的優點是:可以生產軋制不能生產的各種特薄、特寬和形狀復雜的型材;節省金屬材料;;制品機械性能好。常用的加工方法有輥彎、壓彎、拔彎和折彎。
///
常溫下將金屬板帶材經彎曲變形制成型材 (或零件)和焊管管筒 (見輥式成形)的金屬塑性加工方法。廣義的冷彎變形包括折彎、輥模彎曲、三輥彎板、連續輥軋彎曲等。由于連續輥彎成形所生產的型材和焊管管筒產量大,產品定型,因此狹義的冷彎變形就是指這一種特定的彎曲變形。其產品稱為冷彎型材,半成品即焊接管管筒。
///
冷彎型材的*一次公開報導是1855年美國紐約修建辦公大樓時用了鉚接工字梁。連續輥彎成型機組1910年始建于美國,此后冷彎型材生產則大力發展起來。與熱軋型材比,冷彎型材尺寸精*、外表光潔、具有熱軋無法生產的異形斷面形狀、相同重量下抗彎和抗扭性能好,因而使用冷彎型材能節約金屬百分之三十*上。此外生產方式簡單,設備投資不大。故冷彎型材生產不斷得到發展。一般先*產鋼冷彎型材占軋材總量的2%~4% (*高達5%)。
///
冷彎型材用原料:常用的是低碳鋼、鋁、銅等板帶材,此外還有不銹鋼、鈦金屬、復合金屬的板帶。碳鋼板帶厚度為0.15~3.2mm,熱軋板帶厚度為1.2~25.4mm。鋁板帶厚度為0.13~25.4mm。據報道,不少已能生產厚達32mm的冷彎型鋼。原料寬度根據成品的斷面展開長度確定,由縱剪機剪成板帶材進入成型機組,由一對相對轉動的成形輥依次彎曲成所要求的成品形狀,如圖1所示;板料的成形過程。
///
分為從單張板材彎成單件型材的單張生產方式、以整卷帶材為原料生產型材的成卷生產方式和以卷材為原料并將其頭尾對焊在一起的連續生產方式等3種。連續生產方式由于產品尺寸精度好、生產率高而得到更多的發展。連續冷彎型鋼的典型設備組成及布置如圖3所示。無論哪種生產方式,其整個工藝過程均分為原料準備、成形和精整3個階段。
一般開式冷彎型材工藝流程為:帶鋼卷→縱剪→上料→開卷→矯直→切頭→對焊→儲料器儲料→成形→矯直→切斷→檢查收集→打捆→稱重→入庫。
閉式冷彎型材工藝流程為:帶鋼卷→縱剪→上料→開卷→矯直→切頭→對焊→儲料器儲料→成形→高頻焊接→除毛刺→冷卻→矯直→切斷→檢查收集→打捆→稱重→入庫。
如在生產線上增加沖孔、壓痕、扭彎等附加工序,就可生產出各種異形冷彎型材。
您是想要在浙江省采購高質量的WGJ-250型液壓工字鋼冷彎成型設備行業資訊產品嗎?萬澤愚公機械制造(浙江省分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的WGJ-250型液壓工字鋼冷彎成型設備行業資訊產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:秦少軍-【13803400752】,地址:《小店區208國道東蒲村東蒲路一號》。








