

以下是:彎頭質(zhì)量保障的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 11 發(fā)貨期限 包郵 供貨總量 99999 運(yùn)費(fèi)說(shuō)明 1 品牌 河北博創(chuàng) 產(chǎn)地 河北 材質(zhì) 碳鋼 彎頭質(zhì)量保障,博創(chuàng)管道裝備有限公司(曲靖分公司)為您提供彎頭質(zhì)量保障產(chǎn)品案例,聯(lián)系人:蔣彥博,電話:0317-6199111、13303177556,QQ:710809341,發(fā)貨地:五里窯工業(yè)區(qū)。 云南省,曲靖市 曲靖市,云南省轄地級(jí)市,位于云南省東部,處珠江源頭,云南、貴州、廣西三省區(qū)交界處,東與貴州省興義市、六盤(pán)水市毗鄰,南與文山壯族苗族自治州紅河哈尼族彝族自治州接壤,西接昆明市,北臨昭通市,素有“滇黔鎖鑰”、“云南咽喉”之稱,距省會(huì)昆明市120千米,地區(qū)面積2.89萬(wàn)平方千米,占云南省面積的13.63%。截至2022年,曲靖市轄1市3區(qū)5縣,建成區(qū)面積達(dá)103.5平方千米。2023年4月,云南省統(tǒng)計(jì)局發(fā)布2022年云南省常住人口主要數(shù)據(jù)公報(bào),曲靖市常住人口575.6萬(wàn)人,城鎮(zhèn)化率50.56%。
想知道彎頭質(zhì)量保障產(chǎn)品為何如此受歡迎?觀看視頻,答案自在其中。
以下是:彎頭質(zhì)量保障的圖文介紹云南曲靖博創(chuàng)管道裝備有限公司從 焊接異徑管產(chǎn)品選料到產(chǎn)品出廠入庫(kù)封存每一個(gè)細(xì)節(jié)保持較高水準(zhǔn)的操作守則,確保產(chǎn)品從出庫(kù)到廠房的無(wú)損性,保質(zhì)性,以及合格性。
(1)坡口焊縫根據(jù)設(shè)計(jì)或工藝需要,將碳鋼彎頭待焊部位加工并裝配成一定幾何形狀的溝槽稱坡口。在焊接過(guò)程中用填充金屬填滿坡口而形成的焊縫稱坡口焊縫。合理設(shè)計(jì)坡口焊縫可以做到厚板熔透,改善(或簡(jiǎn)化)力的傳遞,節(jié)省填充金屬和調(diào)節(jié)焊接變形等
2)角焊縫兩焊件接合面所構(gòu)成直交角或接近直交角,并用填充金屬焊成的焊縫稱角焊縫,又稱貼角焊縫或填角焊縫。角焊縫焊前的準(zhǔn)備工作簡(jiǎn)單。不必作特殊加工,而且裝配也較為容易。但它不是理想的傳力焊縫,工作應(yīng)力復(fù)雜,應(yīng)力集中因素多。是接頭中焊縫與熱影響區(qū)相互過(guò)渡的區(qū)域,是焊縫邊界上固液兩相交錯(cuò)地共存而又凝固的部分。此區(qū)很窄,碳鋼彎頭和低合金鋼的熔合區(qū)約0.1~0.5mm。
影響沖壓彎頭幾何形狀的工藝參數(shù)有:推制用坯料的材質(zhì)、壁厚和外徑、芯棒頭的材質(zhì)及形狀、加熱溫度及其分布以及推進(jìn)速度。不同的因素對(duì)沖壓彎頭的具有不同的影響,在使用中需要按照相應(yīng)的方式和方法使用,保證沖壓彎頭在使用中的具體使用價(jià)值和作用。
沖壓彎頭使用范圍廣泛:主要有:供水管道、水蒸氣管道、煤氣管道、輸油管道的連接,石油、化工、冶金、電力等行業(yè)的管道裝置、安裝、配套等服務(wù)。
沖壓彎頭加熱溫度的確定原則是材質(zhì)奧氏體化溫度以上,且推制時(shí)彎頭內(nèi)壁主壓應(yīng)力小于材料在此溫度下的極限。材質(zhì)奧氏體化溫度越高加熱溫度越高; 材質(zhì)高溫屈服極限越高加熱溫度越高。測(cè)溫方式為固定式遠(yuǎn)紅外測(cè)溫儀和手動(dòng)式遠(yuǎn)紅外測(cè)溫儀相結(jié)合,由感應(yīng)圈形狀及感應(yīng)圈與芯棒頭相對(duì)位置直接控制。感應(yīng)圈形狀是主要因素,感應(yīng)圈與芯棒頭相對(duì)位置是次要因素。加熱溫度高沖壓彎頭壁厚增大推進(jìn)速度對(duì)推制彎頭幾何形狀的影響推進(jìn)速度作為一個(gè)重要的工藝參數(shù),由液壓系統(tǒng)流量調(diào)節(jié)直接控制彎頭外壁伸長(zhǎng)率小于材料在此溫度下的大伸長(zhǎng)率。
沖壓彎頭分冷沖壓和熱沖壓兩種,通常根據(jù)材料性質(zhì)和設(shè)備能力選擇冷沖壓或熱沖壓。
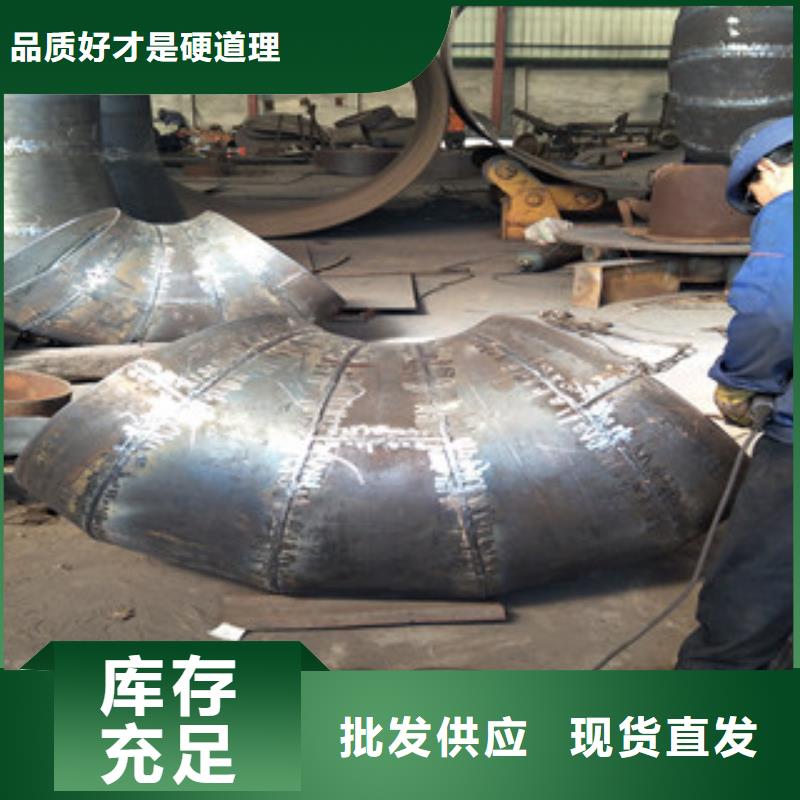
空侶網(wǎng)暖通專家提供中板焊制
冷擠壓彎頭的成形過(guò)程是使用專用的彎頭成形機(jī),將管坯放入外模中,上下模合模后,在推桿的推動(dòng)下,管坯沿內(nèi)模和外模預(yù)留的間隙運(yùn)動(dòng)而完成成形過(guò)程。
采用內(nèi)外模冷擠壓工藝制造的彎頭外形美觀、壁厚均勻、尺寸偏差小,故對(duì)于不銹鋼彎頭特別是薄壁的不銹鋼彎頭成形多采用這一工藝制造。這種工藝所使用的內(nèi)外模精度要求高;對(duì)管坯的壁厚偏差要求也比較苛刻。
用中板用壓力機(jī)做成彎頭剖面的一半,然后把兩個(gè)剖面焊接到一起。這樣的工藝一般用來(lái)作DN700以上的彎頭的。
其它成形方法:除上述三種常用的成形工藝以外,無(wú)縫彎頭成形還有采用將管坯擠壓到外模后,再通過(guò)管坯內(nèi)通球整形的成形工藝。但這種工藝相對(duì)復(fù)雜、操作麻煩,且成形質(zhì)量不如前述工藝,故較少采用。
點(diǎn)擊查看博創(chuàng)管道裝備有限公司(曲靖分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
在云南省曲靖市采買(mǎi)彎頭質(zhì)量保障到博創(chuàng)管道裝備有限公司(曲靖分公司),無(wú)論您是個(gè)人用戶還是企業(yè)采購(gòu),我們都將竭誠(chéng)為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷,歡迎有需要的客戶來(lái)電。聯(lián)系人:蔣彥博-13303177556,QQ:710809341,地址:《五里窯工業(yè)區(qū)》。
量保障")
量保障")
量保障")
量保障")
量保障")
量保障")
量保障")
量保障")