
觀看我們的產品視頻,就像打開了一扇通往無縫鋼管-注漿管嚴格把控每一處細節產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。
以下是:無縫鋼管-注漿管嚴格把控每一處細節的圖文介紹

小口徑無縫鋼管重量計算公式:(外徑)**0.02466 = kg/米(每米的重量)
一般規格
小口徑無縫鋼管一般規格:
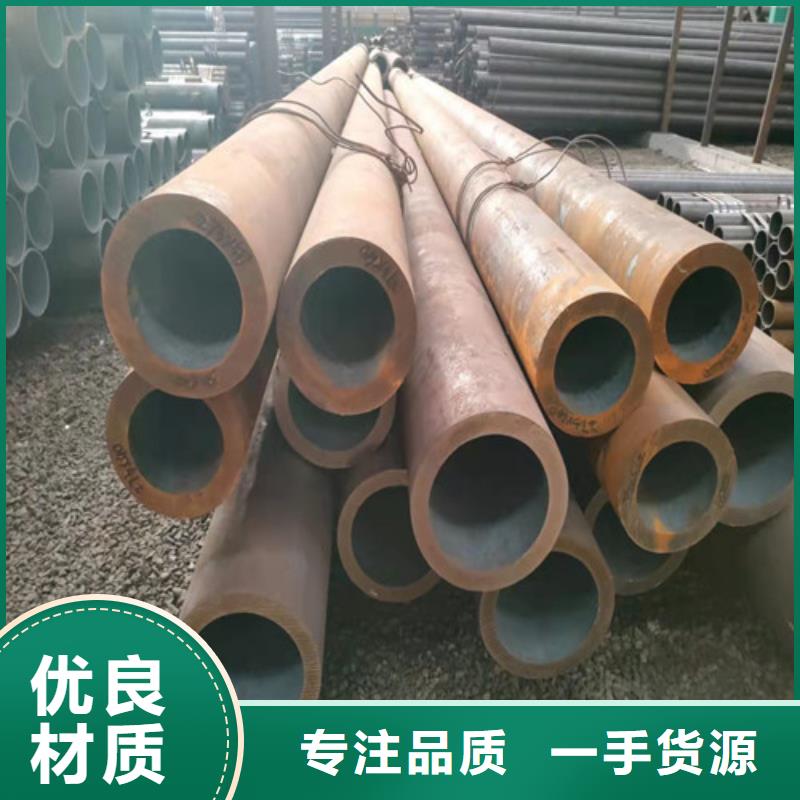
外徑在(6mm-89mm)之間的大家習慣稱之為小口徑無縫管、本地因為他的直徑比較的小。
(1mm-12mm)其實還可以分為:小口徑厚壁無縫管、附近小口徑薄壁無縫管。
無縫鋼管的規格通常用外徑(單位:mm)表示。無縫鋼管按生產方法可分為熱軋無縫鋼管和冷軋(撥)無縫鋼管兩大類。熱軋無縫鋼管分一般鋼管,低中壓鍋爐鋼管,高壓鍋爐鋼管、本地合金鋼管、不銹鋼管、當地石油裂化管、附近地質鋼管和其它鋼管等。冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、附近高壓鍋爐鋼管、附近合金鋼管、不銹鋼管、石油裂化管、同城其它鋼管外,還包括精密鋼管、本地碳素薄壁鋼管、當地合金薄壁鋼管、附近不銹鋼薄壁鋼管、附近異型鋼管等。熱軋無縫管外徑一般大于32mm,2.5-75mm,冷軋無縫鋼管外徑可以到6mm,可到0.25mm,薄壁管外徑可到5mm小于0.25mm,冷軋比熱軋尺寸精度高。在管道工程中,管徑超過57mm時,常選用熱軋管,管徑小于57mm時常用冷拔(軋)管。


熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,貼上標簽、本地進行規格編排后放置到到倉庫當中。
工藝流程
衛生級鏡面管工藝流程:
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗——標識——成品包裝
厚壁工業管工藝流程:
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修蘑——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗





德運華金屬材料有限公司(漳州分公司)設備先進技術力量雄厚,公司本著平等互惠、誠信守約的原則、科學的質量管理體系。公司堅持以市場為導向,牢記“品質保證、信譽至上、價格優惠、服務至上”的經營理念。通過努力,已為各類客戶提供了高質量的 20G高壓無縫管產品和完善服務,使公司保持了穩健的發展勢頭。朝著“立足全國,面向世界”的發展目標不斷邁進!公司營銷部設在經濟開發區,竭誠歡迎廣大新老客戶來電蒞臨指導,洽談業務。

石油裂化用無縫鋼管(GB9948-2006)是適用于石油精煉廠的爐管、附近熱交換器和管道無縫鋼管。
地質鉆探用鋼管(YB235-70)是供地質部門進行巖心鉆探使用的鋼管,按用途可分為鉆桿、附近鉆鋌、本地巖心管、同城套管和沉淀管等。
金剛石巖芯鉆探用無縫鋼管(GB3423-82)是用于金剛石巖芯鉆探的鉆桿、同城巖心桿、同城套管的無縫鋼管。
石油鉆探管(YB528-65)是用于石油鉆探兩端內加厚或外加厚的無縫鋼管。鋼管分車絲和不車絲兩種,車絲管用接頭聯結,不車絲管用對焊的方法與工具接頭聯結。
船舶用碳鋼無縫鋼管(GB5213-85)是制造船舶I級耐壓管系、同城Ⅱ級耐壓管系、鍋爐及過熱器用的碳素鋼無縫鋼管。碳素鋼無縫鋼管管壁工作溫度不超過450℃,合金鋼無縫鋼管管壁工作溫度超過450℃。
汽車半軸套管用無縫鋼管(GB3088-82)是制造汽車半軸套管及驅動橋橋殼軸管用的優質碳素結構鋼和合金結構鋼熱軋無縫鋼管。
柴油機用高壓油管(GB3093-86)是制造柴油機噴射系統高壓管用的冷拔無縫鋼管。
液壓和氣動缸筒用精密內徑無縫鋼管(GB8713-88)是制造液壓和氣動缸筒用的具有精密內徑尺寸的冷拔或冷軋精密無縫鋼管。
冷拔或冷軋精密無縫鋼管(GB3639-83)是用于機械結構、本地液壓設備的尺寸精度高和表面光潔度好的冷拔或冷軋精密無縫鋼管。選用精密無縫鋼管制造機械結構或液壓設備等,可以大大節約機械加工工時,提高材料利用率,同時有利于提高產品質量。

