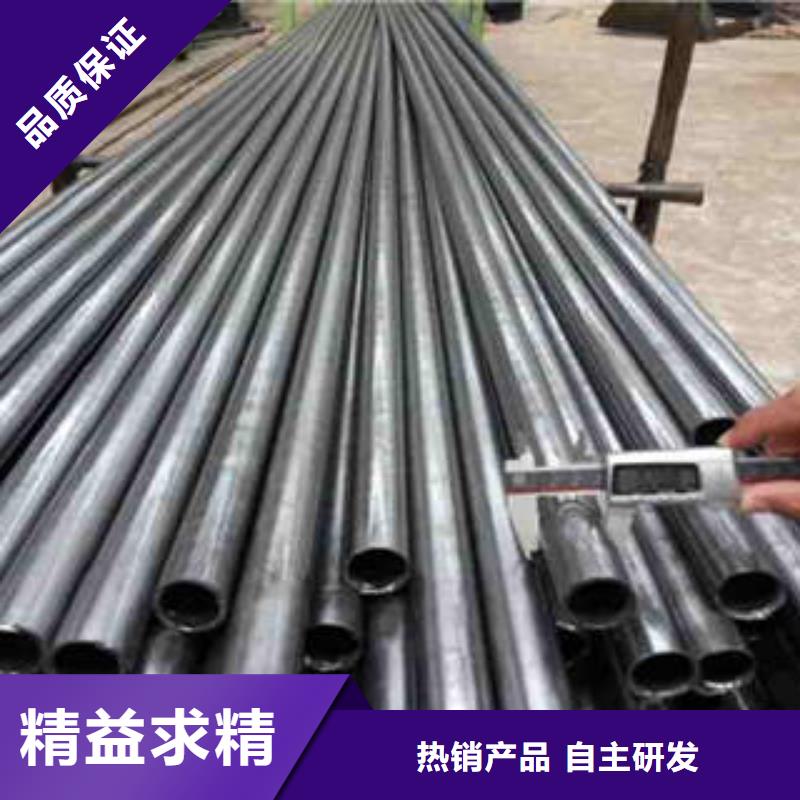
以下是:精密鋼管35crmo精密鋼管主推產(chǎn)品的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 電議/噸 |
|---|
| 發(fā)貨期限 | 3-5天 |
|---|
| 供貨總量 | 8989896 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
|---|
| 材質(zhì) | 20# 45# gcr15 20cr 40cr 20crmnti 35crmo 42crmo |
|---|
| 可定做 | 是 |
|---|
| 產(chǎn)地 | 山東通圓鋼管制造有限公司 |
|---|
| 規(guī)格 | 根據(jù)客戶要求生產(chǎn) |
|---|
| 品牌 | 山東通圓 |
|---|
導(dǎo)讀 您是想要在新疆伊犁市采購(gòu)高質(zhì)量的精密鋼管35crmo精密鋼管主推產(chǎn)品產(chǎn)品嗎?通圓鋼管制造有限公司是您的不二之選!我們致力于提供品質(zhì)保證、價(jià)格優(yōu)惠的精密鋼管35crmo精密鋼管主推產(chǎn)品產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:張經(jīng)理-13563558037,QQ:1131694199,地址:《聊城開(kāi)發(fā)區(qū)匯通物流園向東一公里發(fā)貨到新疆 伊犁市 》。 新疆維吾爾自治區(qū),伊犁哈薩克自治州 伊犁哈薩克自治州,新疆維吾爾自治區(qū)下轄自治州,副省級(jí)建制。地處新疆維吾爾自治區(qū)西部天山北部的伊犁河谷內(nèi),屬溫帶大陸性氣候、高山氣候。是全國(guó)既轄地區(qū)、又轄縣市的自治州。伊犁州轄11個(gè)縣級(jí)行政區(qū)(州直)。全州總面積268593平方千米。根據(jù)第七次人口普查數(shù)據(jù),截至2020年11月1日零時(shí),伊犁哈薩克自治州常住人口為2848393人。
不容錯(cuò)過(guò)的精密鋼管35crmo精密鋼管主推產(chǎn)品視頻展示!產(chǎn)品特點(diǎn)一目了然,為您的購(gòu)買決策提供堅(jiān)實(shí)依據(jù)。
以下是:精密鋼管35crmo精密鋼管主推產(chǎn)品的圖文介紹
在當(dāng)前國(guó)內(nèi)外 新疆伊犁精密管激烈的市場(chǎng)競(jìng)爭(zhēng)中,通圓鋼管制造有限公司本著“誠(chéng)信為本、客戶至上、精益就精、質(zhì)量?jī)?yōu)先”的立業(yè)宗旨,一如既往地提高現(xiàn)有 新疆伊犁精密管產(chǎn)品質(zhì)量,不斷努力提高現(xiàn)有 新疆伊犁精密管產(chǎn)品質(zhì)量,不斷努力研究開(kāi)發(fā)適用于客戶要求的 新疆伊犁精密管產(chǎn)品,完善售后服務(wù),保證用戶運(yùn)行而無(wú)后顧之憂。愿與各界朋友精誠(chéng)合作,共謀發(fā)展!
品")
品")
小口徑無(wú)縫鋼管現(xiàn)在都用在管道上,特別是現(xiàn)在的小區(qū)建設(shè),因?yàn)樾^(qū)要是子擴(kuò)建和建造的時(shí)候是要用到管道的,廁所,水管,下水道等都會(huì)用到小口徑無(wú)縫鋼管作為管道,那么這樣的話,小口徑無(wú)縫鋼管的技術(shù)要保證,相關(guān)的特性要保證,我們要進(jìn)行同步生產(chǎn)對(duì)于相關(guān)的行情和生產(chǎn)我們要把握住。現(xiàn)在的小口徑無(wú)縫鋼管的技術(shù)不同于之前的技術(shù),廠家的技術(shù)大多數(shù)都已經(jīng)進(jìn)行改進(jìn)了,臨沂無(wú)縫鋼管告訴大家 的小口徑無(wú)縫鋼管技術(shù)。 小口徑無(wú)縫鋼管采用的二步推進(jìn)式擴(kuò)管機(jī)集錐模擴(kuò)徑技術(shù),數(shù)字中頻感應(yīng)加熱技術(shù),液壓技術(shù)于一機(jī),以其合理的工藝、較低的能源消耗、較低的建設(shè)投資、良好的產(chǎn)品質(zhì)量、寬范圍的原料與產(chǎn)品規(guī)格適用性、靈活易變低投入的生產(chǎn)批量適應(yīng)性,頂替了鋼管行業(yè)傳統(tǒng)的拉撥式擴(kuò)徑技術(shù)。由于難于解決大口徑鋼管的供給,小口徑無(wú)縫鋼 管成為解決我國(guó)大口徑鋼管短缺的重要產(chǎn)品來(lái)源,緩解了大口徑鋼管市場(chǎng)的供應(yīng)緊張局面。
品")
品")
品")
品")
品")
品")
努力成為客戶依賴的企業(yè)-通圓鋼管制造有限公司,公司主營(yíng): 新疆伊犁精密管
品")
品")
品")
品")
品")
真空淬火
真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數(shù)分為單室式和雙室式,904山\畏嘲均屬周期式作業(yè)爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關(guān)閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面變質(zhì)。由于表面活性大,在短暫的高溫油膜作用下即可發(fā)生顯著薄層滲碳,此外,碳黑和油在表面的粘附對(duì)簡(jiǎn)化熱處理流程很不利。真空淬火技術(shù)的發(fā)展主要在于研制性能優(yōu)良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產(chǎn)發(fā)生困難,也易在高溫移動(dòng)中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內(nèi)噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統(tǒng)淬火法中的熔鹽等溫、分級(jí)淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質(zhì)量比氮和氬小的惰性氣體氦和氫,是當(dāng)今真空淬火技術(shù)發(fā)展的主流。70年代后期將氮?dú)鈬娎涞膲毫?1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現(xiàn)超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進(jìn)入工業(yè)實(shí)用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業(yè)發(fā)達(dá) 已進(jìn)展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國(guó)產(chǎn)氣淬一些金屬的蒸氣壓(理論值)與溫度的關(guān)系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。
品")
品")
熱軋無(wú)縫鋼管在經(jīng)過(guò)質(zhì)檢后要經(jīng)過(guò)工作人員的嚴(yán)格的手工挑選,在質(zhì)檢后要進(jìn)行表面涂油,然后緊接著是多次的冷拔實(shí)驗(yàn),熱軋?zhí)幚砗笠M(jìn)行穿孔的實(shí)驗(yàn),如果穿孔擴(kuò)徑過(guò)大就要進(jìn)行矯直矯正。在矯直后再由傳送裝置傳送到探傷機(jī)進(jìn)行探傷實(shí)驗(yàn), 貼上標(biāo)簽、進(jìn)行規(guī)格編排后放置到固定倉(cāng)庫(kù)當(dāng)中。
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(yàn)(或探傷)→標(biāo)記→入庫(kù) 熱軋無(wú)縫鋼管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。無(wú)縫鋼管的規(guī)格用外徑*壁厚毫米數(shù)表示。
山東通圓鋼管制造有限公司現(xiàn)在的熱軋無(wú)縫鋼管的外徑一般大于25mm,壁厚2.5-200mm
品")
品")
品")
品")
品")
總結(jié) 選購(gòu)精密鋼管35crmo精密鋼管主推產(chǎn)品來(lái)新疆伊犁市找通圓鋼管制造有限公司,我們是廠家直銷,產(chǎn)品型號(hào)齊全,確保您購(gòu)買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:張經(jīng)理-13563558037,{QQ:1131694199},地址:[開(kāi)發(fā)區(qū)匯通物流園向東一公里]。

保障")
憂")