


焊接紫銅管常用的就是對接接頭,搭接接頭和丁字接頭盡量少采用。在氣焊時,可采用兩種焊絲,一種是含有脫氧元素的焊絲,另一種是一般的紫銅絲和母材的切條,且氣焊紫銅管時應采用中性焰。在紫銅管手工氬弧焊前,應把工件焊接邊緣和焊絲表面的氧化膜,油等臟物等都清理干凈,避免產生氣孔,夾渣等缺陷。清理的方法有機械清理法和化學清理法這兩種。加工及銷售銅合金銅材產品涵蓋:各種牌號規(guī)格的銅板、銅帶、銅排、銅管、銅棒、銅箔、異型銅材等幾大類;銅合金類型產品有:無氧銅、紫銅、黃銅、青銅、白銅等。


對于加工材料而言,紫銅止水片鑄錠塑性是至關重要的。為了保證鑄錠良好的變形塑性,除防止鑄錠中的一些缺陷外,顯然不希望鑄錠組織處于非平衡凝固狀態(tài)。由于產生非平衡狀態(tài)的原因是結晶過程中擴散受阻,因而此種狀態(tài)在熱力學上是亞穩(wěn)定的,有自動向平衡態(tài)轉化的趨勢。人們可利用這一趨勢,將鑄態(tài)合金加熱到一定溫度,提高原子擴散能力,使其較快完成由非平衡向平衡狀態(tài)的轉化過程。這種處理稱為均勻化退火或擴散退火。熱軋是紫銅片止水帶生產中鑄錠開坯的主要手段。充分利用紫銅片止水帶在高溫條件下具有優(yōu)異的塑性這一特點,從而以較小的軋制力實現(xiàn)較大程度的變形。熱軋的鑄錠一般由半連續(xù)、連續(xù)鑄造或鐵模鑄造提供。鑄錠規(guī)格的選擇應考慮產品的品種、規(guī)格、生產規(guī)模、軋機設備條件及鑄造方式等。鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時不超過軋機的開口度;在設備、工藝條件允許的情況下增大鑄錠的厚度,可以提高生產效率和成品率。鑄錠寬度通常等于或數(shù)倍于成品寬度,并適當考慮寬展量及切邊量;一般鑄錠寬度還應控制在軋輥長度的80%以內。鑄錠的長度在滿足終軋溫度及輥道長度的條件下,盡量增加鑄錠的長度,以提高生產效率和成品率。





廣通工程材料有限公司專門為 吉林長春抑塵劑產品提供售前和售后服務,公司秉承“質量是生命,誠信是靈魂,創(chuàng)新是源泉”的經(jīng)營方針及“誠信經(jīng)營,用戶至上”的經(jīng)營宗旨,堅持“團結務實、求實創(chuàng)新、開拓進取、與時俱進”的企業(yè)精神,為振興民族工業(yè) 吉林長春抑塵劑創(chuàng)新品牌的目標而奮勇前進。


鋼邊止水帶材料選擇及要求鋼邊:選用鍍鋅鋼邊;橡膠:通常選用天然橡膠、氯丁橡膠、三元乙丙橡膠等。要求橡膠和鋼邊能有效地粘結,它們之間的 ,以使它們在外界條件變化情況下不被拉脫。通常鋼邊邊緣沒有工藝孔,安裝澆筑混凝土聚纖維的物化性能按型號可分為:CB型橡膠止水帶(埋入式中間有孔型);CP型橡膠止水帶(埋入式中間無孔型);EB型橡膠止水帶(外貼式中間有孔型);EP型橡膠止水帶(外貼式中間無孔型)。
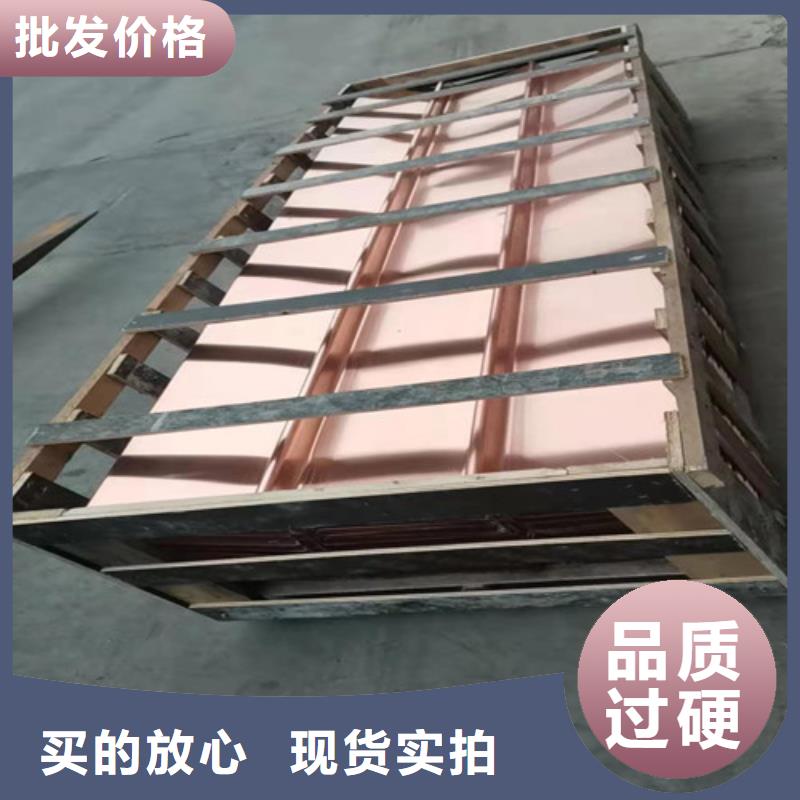
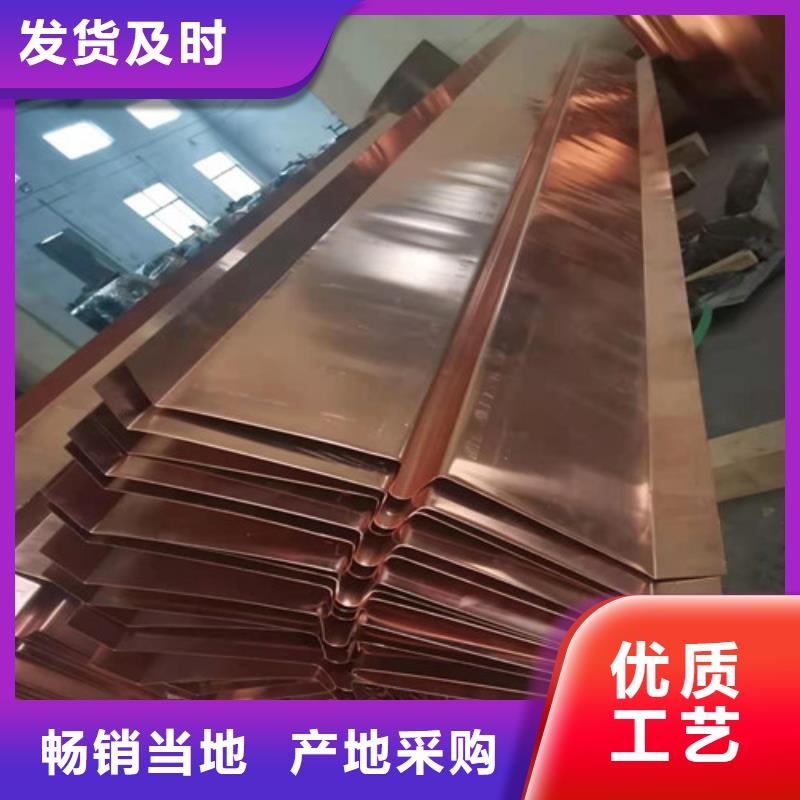
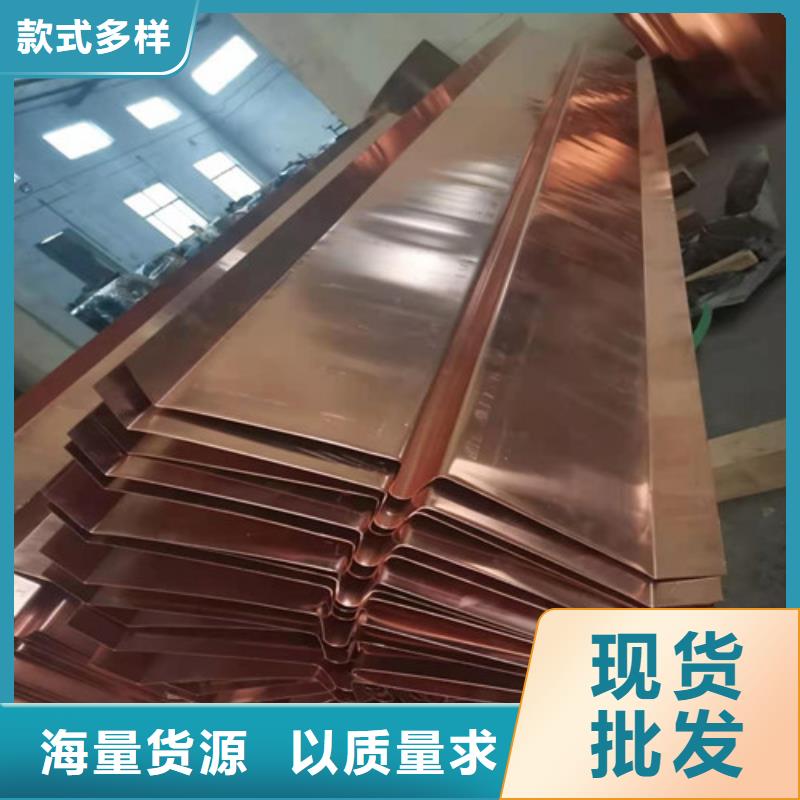
止水銅片,一bai般是紫銅。主要du用于水利工zhi程中底板間、底板與閘墩間dao伸縮zhuan縫防止地下水滲漏。由于銅優(yōu)shu良的可加工性、良好的伸縮性能,使其在底板發(fā)生不均勻沉降時不容易發(fā)生斷裂,從而導致漏水。
現(xiàn)在主要用的比較多的是橡膠閘封,止水銅片用的比較少了。
水工止水銅片,顧名思義就是為防止水工混凝土分倉、分縫處漏水而設置防水處理材料




