

以下是:四川省阿壩市不銹鋼鋁復合翅片管誠信為主的產品參數
產品參數 產品價格 電議 發貨期限 雙方議定 供貨總量 大量 運費說明 7天 名稱 翅片管 規格 齊全 材質 20# 304 q235b 產地 聊城 倉庫地址 浩澤庫 計重方式 米計 可定制 是 品牌 浩澤 用途 換熱系統 應用場所 鍋爐 電站 范圍 不銹鋼鋁復合翅片管誠信為主供應范圍覆蓋四川省 阿壩市 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 汶川縣、理縣、茂縣、松潘縣、九寨溝縣、金川縣、小金縣、黑水縣、馬爾康市、壤塘縣、若爾蓋縣、紅原縣等區域。 【浩澤】持續拓展產品矩陣,現有成都翅片管廠家、樂山翅片管按需定做、廣安翅片管庫存齊全廠家直供、涼山翅片管高質量高信譽、遂寧翅片管技術先進、德陽翅片管高標準高品質、廣元翅片管誠信為本、九寨溝翅片管用好材做好產品、若爾蓋翅片管現貨充足等,滿足不同場景需求。您是想要在四川省阿壩市采購高質量的不銹鋼鋁復合翅片管誠信為主產品嗎?浩澤物資(阿壩市分公司)lchz32953-76是您的不二之選!我們致力于提供品質保證、價格優惠的不銹鋼鋁復合翅片管誠信為主產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:周經理-【13563000517】,地址:《大東鋼管產業園》。 四川省,阿壩藏族羌族自治州 阿壩州位于四川省西北部,緊鄰成都平原,北部與青海、甘肅省相鄰,東南西三面分別與成都、綿陽、德陽、雅安、甘孜等市州接壤。是四川少數民族自治地方中距省會城市近的地方,具有相對較好的區位優勢。1953年建立四川省藏族自治區,1955年更名為阿壩藏族自治州,1987年更名為阿壩藏族羌族自治州。
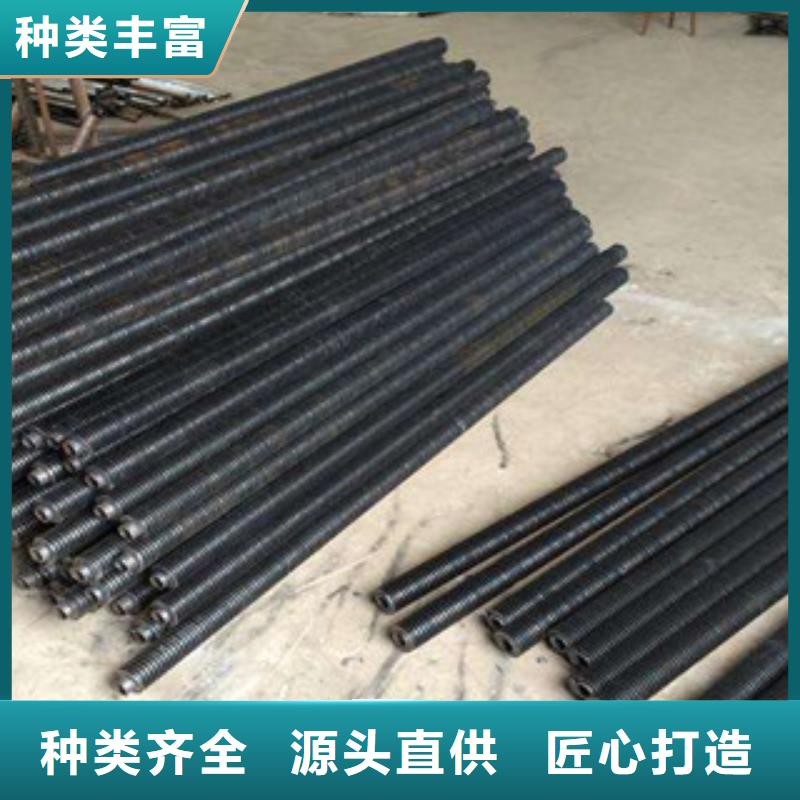
為了讓您更地了解我們的不銹鋼鋁復合翅片管誠信為主,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。以下是:四川阿壩不銹鋼鋁復合翅片管誠信為主的圖文介紹
下面舉幾個傳熱過程的實例:
【例1】:一個蒸汽加熱器,用管內的蒸汽加熱翅片管外的空氣,這是一個典型的傳熱過程:熱量從管內的熱流體(蒸汽的凝結)通過翅片管的管壁傳給冷流體(空氣)。
【例2】:某一翅片管式鍋爐省煤器,熱量從管外流動的高溫煙氣通過管壁傳給管內的冷流體——水,這也是一個典型的傳熱過程。
【例3】:家用暖氣片,暖氣片內流動的是熱水,暖氣片外是室內空氣的自然對流。從內部的熱水通過暖氣壁面傳給冷流體——空氣的過程是一個典型的傳熱過程。
應當指出,在穩定狀態下,傳熱量Q在任一分過程中保持同一數值,即傳入的Q值等于傳出的Q值。所謂穩定狀態,是指系統和設備的各點溫度不隨時間而變化時的狀態。
在長期跟客戶溝通實踐的過程中, 翅片管產品和技術得以不斷更新,使得公司在人才和技術上處于較高地位,在穩定發展的同時,四川阿壩浩澤物資有限公司響應號召,積j i開拓國外市場,讓產品走出國,遠銷歐美、非洲、中南亞等數十個和地區,并得到了國外同仁的喜愛。務實進取,精工細作,歡迎各界同仁蒞臨考察指導工作!
翅片管生產技術現狀A套裝翅片套裝翅片工藝是預先用沖床加工出一批單個的翅片,然后用人工或機械方法,按一定的距高(翅距),靠過盈將翅片套裝在管子外表面上。它是應用早的一種加工翅片管的方法。由于套裝工藝簡單,技術要求不高,所用設備價格低廉,又易于維修,所以,至今仍有不少工廠在采用。此工藝是一種勞動密集型工藝方案,適合于一般小廠或鄉鎮企業的資金和技術條件。
用人工方法套裝的稱為手工套裝。它是借助工具,依靠人的力量將翅片一個個壓人的。這種方法因為翅片的壓人力有限,故套裝的過盈量小,翅片容易產生松動現象。機械套裝翅片是在翅片套裝機上進行的。由于翅片壓人是靠機械沖擊力或液體壓力,壓入力大,所以,可采用較大的過盈量。翅片和管子之間的結合強度高,不易松動。機械傳動的套裝機生產率高,但噪音大,性差,工人的勞動條件欠佳。液壓傳動的雖然不存在上述問題,但設備價格較貴,對使用維修人員的技術要求較高,其生產率也低些。
B鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預緊力,鋼帶會緊緊地勒在螺旋槽內,從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應有一定的側隙。如果側隙過小,形成過盈,則鑲嵌過程難以順利進行。此外,纏繞的鋼帶總會有一定的回彈,其結果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設備上進行,費用不高,但是工藝復雜生產效率低。
C釬焊螺旋翅片管釬焊螺旋翅片管的加工分兩步進行。首先,將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價昂貴,故常用另一種方法,即將纏好鋼帶的管子放進鋅液槽內進行整體熱鍍鋅來替代。采用整體熱鍍鋅雖然鍍液不見得能很好地滲進翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因為受到鍍鋅層厚度的限制(鍍鋅層厚時,鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內,所以,翅片與鋼管的結合率仍不高。另外,鋅的傳熱系數比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預熱器(回收鍋爐煙氣余熱)。
D高頻焊螺旋翅片高頻高頻焊螺旋翅片管是目前應用為廣泛的螺旋翅片管之一,現廣泛應用于電力、冶金、水泥行業的預熱回收以及石油化工等行業.高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為先進。
E三輥斜軋整體型螺旋翅片管三輥斜軋整體型螺旋翅片管其生產原理如圖1.8所示,在光管內襯一芯棒,經軋輥刀片的旋轉帶動,無縫鋼管通過軋槽與芯頭組成的孔腔在其外表面上加工出翅片。這種方法生產出的翅片管因基管與外翅片是一個有機的整體,因而不存在接觸熱阻損失的問題,具有較高的傳熱效率。三輥斜軋法與焊接法相比,該生產線具有生產效率高,原材料耗用低,且生產的翅片管換熱率高等優點。
目前三輥斜軋整體型螺旋翅片管技術已成功應用于翅片為銅、鋁的單翅片管或復合翅片管,或鋼質的低翅片管;鋼質整體型翅片管目前市場上多見為低翅片管,整體型高翅片管其材質多為鋁、銅等,一般是冷軋成型。 鑒于現在市場上高頻焊翅片管、有色金屬整體軋制翅片管較容易找到,而整體軋制翅片管(鋼)較少翅片管的應用場合。
對于燃氣熱水器,換熱器管子外側流動的是高溫煙氣,內側流動的是冷水。試驗表明,煙氣側的熱阻明顯高于水側的熱阻,因此通常在管子表面設置翅片增加換熱面積,以提高換熱效率。目前,常用的翅片管束主要分為3類:單管外翅片管束,單根圓管外側加裝翅片所構成的翅片管束;連續翅片管束,在整塊薄金屬板(翅片)上,按管子排列形式(順排、叉排)沖孔,然后用專用設備將沖孔后的金屬薄板逐片套在圓管上,再采用脹管或釬接方法連接;管帶式翅片管束,由波帶形翅片與扁管相間疊合而成,即在一條波形帶狀翅片的脊背上,沿垂直于氣流方向,貼置若干根扁管,翅片與扁管采用釬接方法連接。本文選取連續翅片管束,采用CFD軟件,在管子內流體為定溫度條件下,對非翅片表面煙氣流道內煙氣、翅片表面煙氣的溫度場、速度場進行數值模擬分析。
1 模擬方法
1.1 控制方程與數學模型[1-2]
①控制方程
控制方程包括混合物質量守恒方程、組分質量守恒方程、動量守恒方程、能量守恒方程,由于換熱管外煙氣中水分未發生凝結,煙氣組成不會發生變化,因此不需考慮組分質量守恒方程。
1.2 物理模型
燃燒產生的高溫煙氣向上沖刷翅片管束,通過對流傳熱將熱量傳遞給管子內的冷水。對非翅片表面煙氣流道內煙氣與翅片表面煙氣的溫度場、速度場進行數值模擬分析。考慮到計算的時間與成本,數值模擬只針對單個連續翅片進行研究,計算區域寬×高×厚為126.4 mm×219.0 mm×2.7 mm,管子直徑為14.5 mm,翅片厚度為0.3 mm,忽略管子壁厚,管子上方的翅片有沖孔。采用Cero軟件(三維設計制圖軟件)建立物理模型(見圖1),并采用Gambit軟件對物理模型進行網格劃分,網格生成后,用網格檢查器檢查網格的質量,劃分網格后的物理模型見圖2,網格數量為719 625 個
1.3 邊界條件
①入口邊界條件
入口為速度邊界,在FLUENT軟件中定義速度邊界的方法有3種:種是將速度視為速率的值與一個單位方向矢量的乘積,然后通過定義速率的值和方向矢量分量來定義速度邊界;第二種是將速度視為3個坐標方向上的分量的矢量和,然后通過分別給定3個分量大小來定義速度邊界;第三種是設定速度垂直于邊界面,然后給定速率的值就可以定義速度邊界。
由于煙氣流動方向與物理模型底面垂直,因此采用第三種定義速度邊界的方法。煙氣的進口速度為4.215 m/s,溫度為1 250 K,湍流強度為3%,煙氣的組成見表1。
②出口邊界條件
出口邊界條件為壓力邊界條件,出口壓力(表壓)設置為0。物理模型出口湍流強度為3%。
③壁面熱邊界條件
物理模型外壁面選用對稱壁面邊界條件,無熱流,無氣流,管子內壁面選用流固耦合熱邊界條件。
④管內流體條件
管內流體溫度設定為350 K。
2 數值模擬結果及分析
2.1 煙氣溫度分布
非翅片表面煙氣流道內煙氣溫度分布見圖3,翅片表面煙氣溫度分布見圖4。由圖3可知,非翅片表面煙氣流道底部煙氣溫度為1 250 K,煙氣流過管子時溫度下降,出口煙氣溫度分布比較均勻,分布范圍為500~750 K。由圖4可知,翅片表面煙氣溫度分布基本對稱,管子周圍的煙氣溫度低(為505 K),翅片邊緣的煙氣溫度高(為590 K)。由圖3、4可知,在管子錯排布置條件下,煙氣與管子能夠實現較好的換熱。煙氣流道出口處煙氣溫度的分布比較均勻,對后續的煙氣處理也非常有利。文獻[3]的研究表明,與順排布置相比,管子錯排布置可大幅改善煙氣與管子傳熱條件下的流動工況,增強了換熱效果。由此可知,模擬結果與文獻[3]的研究結果基本一致。2.2 煙氣速度分布非翅片表面煙氣流道內煙氣速度分布見圖5。文獻[4-5]研究表明,對于平翅片管束,當煙氣繞過管子流動時,管子表面附近易形成很薄的邊界層旋渦區,流動到管子后部表面分離,伴隨旋渦從管子表面脫落,并在煙氣出口區域形成紊亂、充滿大小不等旋渦的尾流區。尾流區內煙氣的循環流動使得管子周圍煙氣溫度下降速率減緩,此外隨著煙氣沿平翅片表面的平直通道向前流動,邊界層由于無附加擾動而逐漸增厚,使得局部換熱系數沿程降低。為改善上述問題,可通過在管子上方的翅片沖孔[1]47,破壞尾流區形成的邊界層,從而改善平翅片管束的換熱環境,還可降低翅片用料。由圖5可知,管子后部并未形成紊亂、充滿大小不等旋渦的尾流區。

管子兩側的換熱系數如果相差很大,則應該在換熱系數小的一側加裝翅片。
:鍋爐省煤器,管內走水,管外流煙氣,煙氣側應采用翅片。
:空氣冷卻器,管內走液體,管外流空氣,翅片應加在空氣側。
:蒸汽發生器,管內是水的沸騰,管外走煙氣,翅片應加在煙氣側。
應注意,在設計時,應盡量將換熱系數小的一側放在管外,以便于加裝翅片。
如管子兩側的換熱系數都很小,為了強化傳熱,應在兩側同時加裝翅片,若結構上有困難,則兩側可都不加翅片。在這種情況下,若只在一邊加翅片,對傳熱量的增加是不會有明顯效果的。
:傳統的管式空氣預熱器,管內走空氣,管外走煙氣。因為是氣體對氣體的換熱,兩側的換熱系數都很低,管內加翅片又很困難,只好用光管了。
:熱管式空氣預熱器,雖然仍是煙氣加熱空氣,但因煙氣和空氣都是在管外流動,故煙氣側和空氣側都可方便地采用翅片管,使傳熱量大大增加。
如果管子兩側的換熱系數都很大,則沒有必要采用翅片管。
:水/水換熱器,用熱水加熱冷水時,兩側換熱系數都足夠高,就沒有必要采用翅片管了。但為了進一步增強傳熱,可采用螺紋管或波紋管代替光管。
:發電廠冷凝器,管外是水蒸汽的凝結,管內走水。兩側的換熱系數都很高,一般情況下,無需采用翅片管。
選購不銹鋼鋁復合翅片管誠信為主來四川省阿壩市找浩澤物資(阿壩市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:周經理-【13563000517】,地址:[大東鋼管產業園]。












