




走進真實的場景,感受產品的獨特魅力!我們的紫銅片止水服務為先廠家視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。
以下是:紫銅片止水服務為先廠家的圖文介紹


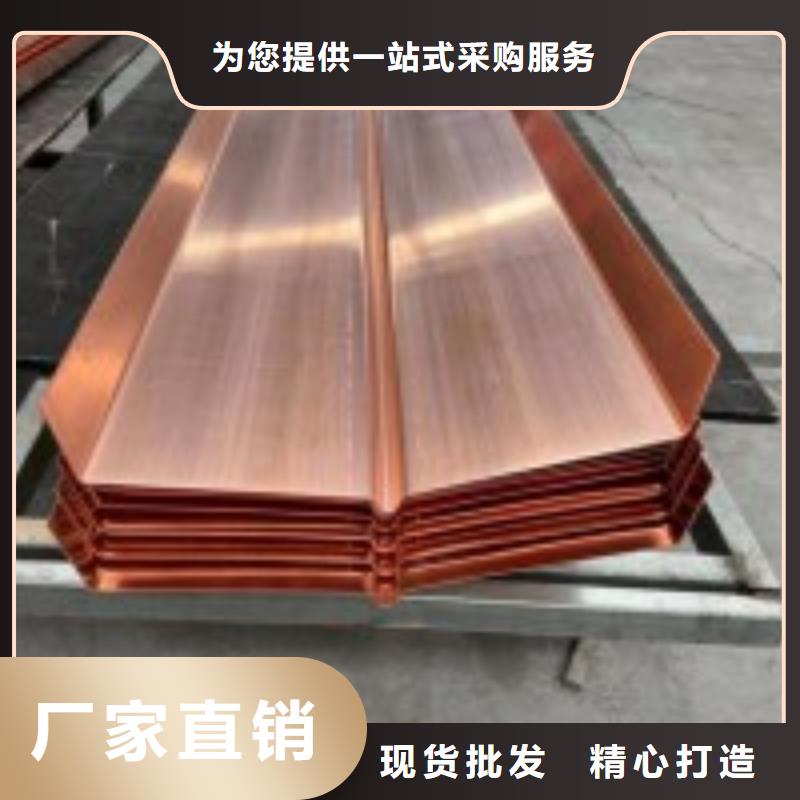
金鴻耀工程材料(阿拉善市分公司)是一家全國專業銷售 止水銅片的供應商,投資總金額5000萬,是一家集生產,加工,銷售為一體的大型 止水銅片公司。公司主要經營銷售 止水銅片。公司利用 周邊良好的物流關系,為客戶快捷,的鐵路,汽運,快運等運輸方式。金鴻耀工程材料(阿拉善市分公司)業以自身的努力和實踐行動回報社會。有口皆碑的信譽、精益求精的產品和力求完美的服務是金鴻耀工程材料(阿拉善市分公司)成功的關鍵所在,本著 “客戶di yi、技術di yi、質量di yi、服務di yi”的原則,公司力求創造良好業績。 本著造福社會,服務社會的企業理念,致力于全國模具業的發展。


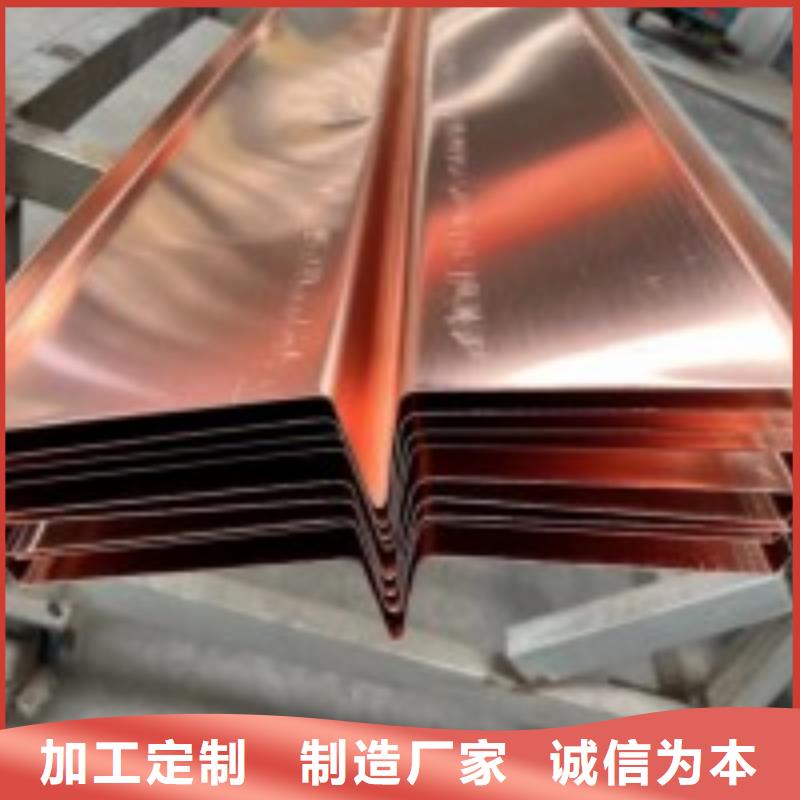
紫銅止水的防水效果主要由材料執行標準的達標情況、設計的止水銅片止水銅片形狀以及安裝施工三個方面決定,那么又該滿足怎樣的標準才能保證紫銅止水的防水效果呢? 首先,紫銅止水的材料要求滿足 標準,水工建筑防水銅產品多由T2型材加工而成,其抗拉強度以及延伸率根據要求選擇軟化退火態(O60抗拉強度大于195MPa,延伸率大于30%)、四分之一硬態(H01抗拉強度215~295MPa,延伸率大于25%)、二分之一硬態(H02,抗拉強度245~345MPa,延伸率大于8%)。 其次,在紫銅止水原材料質量達標的基礎之上,為了更大限度的應用其防水作用,止水銅片的設計應盡量含有立腿,銅鼻子深度以及寬度符合正常施工縫標準。 第三,紫銅止水的安裝施工方面,確保銅鼻子中心線與施工縫中心線的偏離程度小于5mm,大骨料不能在紫銅止水片周圍堆積、下料以及振搗。 紫銅止水焊接件要求無孔洞、斑點、砂眼、裂紋,且表面應光滑,無滲水、漏水現象。 在工廠加工的銅止水片一抽查為主,抽查數量不少于接頭總數的20%。而在現場焊接的接頭,應逐個進行外觀和滲透檢查。





止水銅片紫銅止水焊接,通常采用搭接焊的方式,止水銅片一般搭接長度不小于20mm,而焊接采用的焊條對焊接的工藝會有一定的影響。采用母材剪條焊接時,由于同時紫銅材料,熔點高,止水的厚度都小于2毫米,火焰功率小則紫銅板不熔化,火焰功率大則紫銅板容易被燒穿,極難操作掌握。使用H01-12型焊槍,1毫米厚的銅板用2號嘴,2毫米的銅板用4號、5號嘴。采用中性焰將紫銅板接縫處加熱至表面熔化,似汗珠出現時,加入焊條同時熔化,逐步前移,由于焊接過程中銅板容易被氧化,形成氧化亞銅對焊縫產生危害,所以要不斷的用焊條粘上硼砂加入焊縫中。 采用黃銅焊條焊接時,由于黃銅焊條熔點較低,母材不需熔化,屬于硬釬焊,所以操作簡單點,將銅止水加熱至亮紅色,900℃-1000℃時,加入黃銅焊條,使熔化的黃銅焊條,將上下紫銅止水的邊沿粘接牢固,焊接完成后,將焊縫加熱后用冷水急冷,可以提高焊接接頭的塑性和韌性,通常叫水韌處理。 將止水跟前的鋼筋安裝一根,用鉛絲將止水頂部固定于鋼筋上,以防止被風吹倒。焊接完成后,待焊縫冷卻下來,用毛刷將紫銅止水帶的單面刷上煤油,檢查是否有滲漏現象,如有滲漏現象則馬上補焊。 但是前者是傳統焊法,是 性接頭,不可分開,而后者屬于釬焊,用火焰燒烤則可將母材分開,預埋進大壩之后,他的抗拉次數肯定不及前者,即折疊次數肯定小于前者。另鋼筋窄間隙焊方面,鋼筋搭接焊規定焊縫長度為10倍d,即10倍于鋼筋的直徑,而鋼筋窄間隙焊縫卻只有1倍于鋼筋直徑,又采用同樣的焊接材料,同樣的焊接設備,沒有給焊縫添加任何合金元素,因此在做強度試驗時沒鋼筋接頭被從焊縫處拉斷,雖然強度達到要求,但還是從焊縫處拉斷。實驗室的師傅說:焊縫不合格的,從試驗角度分析,應該是母材拉斷而焊縫不斷才認為合格。本人認為那不可能,因為鋼筋窄間隙焊是兩根鋼筋端部的焊接,焊接時采用小電流則鋼筋端部熔合不好,采用大電流施焊,焊縫始終處于過熱狀態,合金元素燒損嚴重,所以焊縫金屬機械性能肯定低于母材。


