



不要猶豫,點擊播放我們的螺旋管螺旋鋼管好貨直銷產品視頻,讓每一幀畫面都為您揭示產品的獨特之處,帶給您前所未有的驚喜。
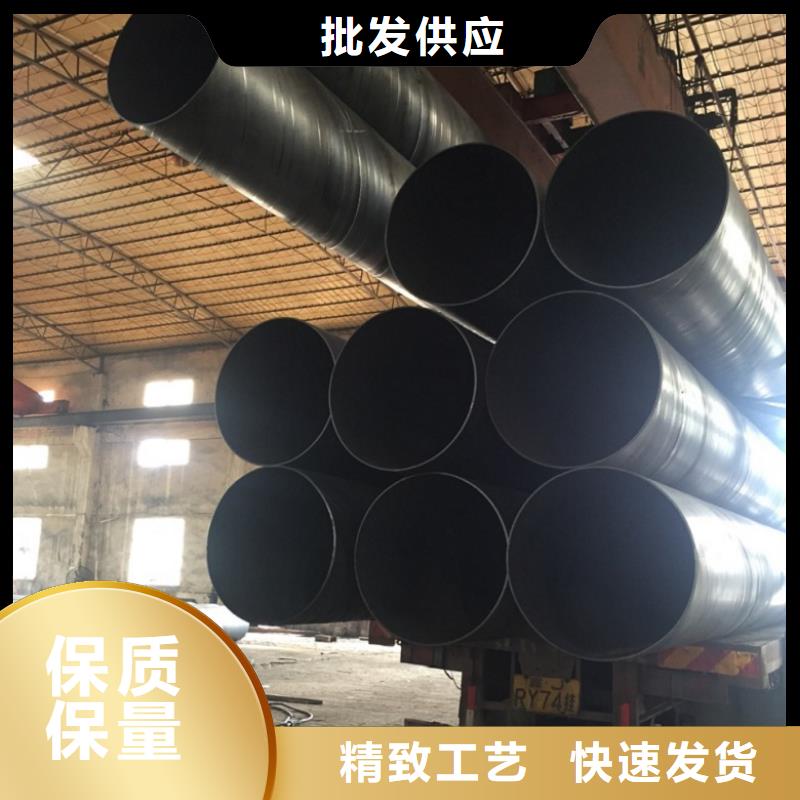
以下是:螺旋管螺旋鋼管好貨直銷的圖文介紹

在將管坯的兩個邊緣加熱到焊接溫度之后,在壓輥的擠壓下,形成普通的金屬顆粒,使其滲透并結晶,從而后面形成牢固的焊縫。 如果螺旋管的按壓力過小,則共晶數變少,焊接金屬的強度降低,施加該力后會產生裂紋。 如果按壓力太大,熔融金屬會從焊縫中擠出。 不僅降低了焊接強度,而且產生了大量的內部和外部毛刺,甚至引起諸如焊縫的缺陷。
使用螺旋鋼管的質量要求:立管的垂直安裝每米應小于3毫米,水平安裝應小于1毫米。支管不得在焊縫處焊接,應避免在彎頭處焊縫。焊縫要求平直,焊縫飽滿,并且焊縫表面沒有燒傷或開裂。


將制成的螺旋管用水沖洗,然后脫機。 但是,在高溫加熱后,水冷后的螺旋鋼管的溫度仍然較高。 因此,夏季離線螺旋鋼管應注意以下幾點:
1.從鋼絲上取下螺旋鋼管后,將其放在平坦的地方,然后將其平放。 不要互相擠壓。 如果將擠出物放置至少24小時,則PE層應完全附著在鋼管的外壁上。
2.螺旋鋼管離線后不要下雨。 雨后很容易導致管接頭泄漏。
3.在螺旋鋼管的生產過程中,環氧樹脂粉和粘合劑應比平常大1%,以達到實際所需的厚度。
4.下線后,請勿將螺旋鋼管暴露在高溫下。 暴露很容易引起PE層膨脹,從而使鋼管的外壁脫落,從而無法達到防腐作用。




迄今聚力群達金屬材料有限公司(阿拉善分公司) 格型號無縫鋼管產品已經在全國幾百個工程項目中得以應用,并且以其優異的質量和完善的服務體系以及合理的價格優勢等贏得了廣大客戶的信賴和厚愛。公司已建立起遍布世界的完善的銷售和售后服務網絡體系, 格型號無縫鋼管產品暢銷全國200多個城市,深受客戶的歡迎和好評。


螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。




