

以下是:熱銷:@鋼鐵檔案密集柜的產品參數
產品參數 產品價格 350 發貨期限 供方 供貨總量 5000 運費說明 3天 密集架 密集架 熱銷:@鋼鐵檔案密集柜,金虎柜業(安順市分公司)專業從事熱銷:@鋼鐵檔案密集柜,聯系人:趙先生,電話:【13932820388】、【13932820388】,發貨地:武邑縣橋頭工業區,以下是熱銷:@鋼鐵檔案密集柜的詳細頁面。 貴州省,安順市 安順市,貴州省轄地級市,位于貴州中西部,距貴州省省會貴陽90公里。總面積9267平方公里,地處長江水系烏江流域和珠江水系北盤江流域的分水嶺地帶,是世界上典型的喀斯特地貌集中地區。截至2022年末,安順市常住人口245.55萬人。
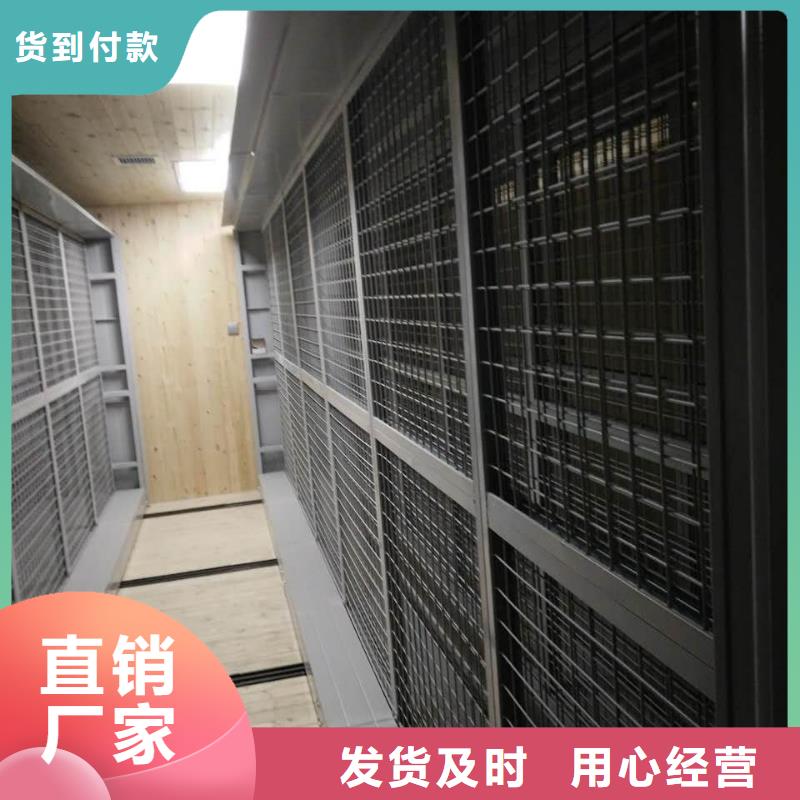
我們的現場實拍視頻將帶您走進熱銷:@鋼鐵檔案密集柜產品的世界,讓您親眼見證其優點和特點,為您的購買決策提供有力支持。以下是:熱銷:@鋼鐵檔案密集柜的圖文介紹
密集架主要結構、性能、技術指標
一、密集架執行標準
我公司生產的手動直列式移動密集架系列產品,技術指標采用中華人民共和國 標準“GB/T13667.3-2003”。所用材料符合GB710-82冷軋鋼板的 標準,產品磷化處理工藝符合GB6807-86 標準。產品質量保證體系是以ISO9001:2000質量保證體系、ISO14001環境管理體系為標準。
二、密集架的規格及結構
1.架體標準,檔案密集架高度:2300mm,節距寬度:900 mm,厚度:500mm,總共6層,格板厚20 mm,每層格板均勻承重80kg,標準節在全負載的情況下,各結構件和架體無變形,架體無傾斜,每列架體設有限位及防倒裝置。
2.產品結構,主體結構分底座,立柱架,格板,掛板四大部分,底座采用在模具上組焊成形,安裝時可拆開運輸安裝。底座在出廠時已經組裝成品。立柱架、格板、掛板全部模具沖壓成型,表面靜電噴涂處理。
三、檔案密集架的技術指標
1.主軸直徑為25mm,45#材料,205軸承,短軸管連接傳動,具有可靠的中心直線度,架體平穩輕便。
2.傳動速比1:4.8,豪華型曲柄搖把,手柄可折疊。單列密集架柄搖力≤11.5N。
3.載荷能力>800kg/m3。
4.架體的空間利用率82%。
5.傳動裝置,機械式全自動脫掛驅動裝置,摩托鏈條傳動,搖動輕變靈活,載荷能力強,磷化處理規范,靜電亞光噴涂。外型美觀大方防蝕性強,操作方便,無噪音。
四、檔案密集架的部件介紹
1.每列密集架架體均裝有制動裝置,設在側面板中,開閉方便,系數大。
2.移動密集架各列之間裝有密封條,頂部裝有防塵板,合攏后無間隙,做到防塵、防鼠、防潮、防火的要求。
3.立柱結構采用厚冷軋鋼板,門板、側板、護板、隔板采用冷軋鋼板,全部部件模具沖壓成形,組裝后平整牢固。
4.手柄采用折疊式,有齒輪、齒爪自動掛脫檔,當單列移動時,其它手柄不會跟著轉動。
5.底盤結構焊接式,可分段拼裝,加工精度高,對接互換性好。
五、表面處理工藝
表面處理采用堿性助洗脫脂,磷酸除銹,鋅系磷化后,粉末噴涂。防護性好,附著力強。表面處理工藝程序:工作水洗——脫脂——水洗——除銹——水洗——表調——磷化——水洗——烘烤——噴粉——固化——噴塑產品。
河北金虎柜業有限公司(原河北省武邑縣保險柜廠)位于的"保險柜之鄉"---河北省武邑縣,是一家從事生產、研制各種新型密集柜、密集架、辦公家具、文件柜、更衣柜、金庫門、保險柜、學生床、書架、貨架、工具柜、多屜柜、配電柜、升降機等系列產品的專業生產廠家!
河北金虎柜業有限公司(原河北省武邑縣保險柜廠)創建于1982 年,原來是縣辦集體企業,歷經三十幾年的革新,發展成為華北地區 影響力的鐵柜制造廠家,后經過多年的探索、研制并吸收國內外先進生產經驗和生產設備,在改革的大潮中,我公司順應國內潮流,于1993年改制為私營企業,由于企業擴大于2010年9月17日成立有限公司,注冊資金2200萬元,在全公司員工的共同努力下我公司已成為國內鐵柜行業的標兵企業!我們擁有自己的高新科技人才,依托自主創新的研究成果,和行業中的先進技術,不斷更新設備,發展新技術,強化科學管理,培養出一大批高素質的員工隊伍,本公司將以 良的產品品質,奉獻于社會和廣大客戶!
河北金虎柜業有限公司將以誠信和追求產品品質完美的信念,不斷創新,廣交五湖四海的朋友,為您提供優質的服務是我們的責任和榮耀,我們愿以至高至美的" 誠" ,至真至美的" 信" 與您攜手共創美好未來
檔案密集架使用說明1、開啟操作:
⑴整個列組在并列時,前后兩列都安裝有鎖定機構,先打開總鎖,然后把單列鎖定機構的開關扳手撥至開的位置,方能進行搖動操作。
⑵操作移動第二、三列移動密集檔案架的時候,也應把單列鎖定機構的開關扳手撥至開的位置。
⑶搖把的操作:搖把為自動掛脫式機構,只有放倒搖把手柄,緩慢起搖至掛檔時,就可用力搖動,使架體搖開至需要距離,就可以進行取卷閱檔工作。為起見,可以先行鎖定,把單列鎖定機構的開關扳手撥至關的位置,把架體固定在導軌上。
2、閉合操作:
完成閱覽檔案工作后,把鎖定機構的開關扳至開的位置,搖動把手,使每列檔案架移動至封閉位置,然后把鎖定機構的開關扳手撥至關的位置,鎖好總鎖,即可。關閉鎖緊裝置時,如遇關閉困難,可輕搖把手,使鎖定開關撥至關的位置,如強行關閉,有可能扭斷扳手把。
3、維護保養:
⑴存放移動密集檔案架的庫房必須干燥通風;
⑵架體表面不允許陽光長時間直接照射;
⑶保持導軌溝槽清潔衛生,無雜物堵塞;
⑷噴塑表面嚴禁用汽油、高度酒精、松香水、香蕉水擦洗,這樣會使噴塑表面失去光澤和褪色。
貴州安順金虎柜業有限公司專注于【手動密集架廠家】設計研發、生產制造以及銷售,公司一直秉承著:用心鑄就品質,誠信決定未來,服務即是生命的經營理念立足市場。不斷發展,不斷創新。公司具有先進設計研發技術,先進的設備,還有一批高素質的技術人員以及獨有的經營理念不斷突破創新與時俱進,打造行業高標準。 公司在武邑縣橋頭工業區設立了工廠,營銷網絡遍及全國,能夠為客戶提供快速**的服務。目前,公司產品的暢銷中國,并出口到歐美、中東等地區。貴州安順金虎柜業有限公司力助客戶商業成功,歡迎洽談。
n 密集架
用來存儲檔案盒的架體,可以雙面存儲,整個密集架可以在地面導軌上面移動;
n 檔案盒
用來存儲檔案資料的標準紙盒;
n 列
由多節組成的架體稱為一列;
n 節
智能化檔案密集架的小組成單位,架體的一節;
n 面
架體的單獨一側為一面,一列架體為兩面;
n 層
柜體一節的一層;
n 倉位
柜體一節的一層里面的每個檔案盒位稱為倉位;
n 固定列
配有12寸及以上主控顯示屏的整列密集架體,固定不動;
n 移動列
配有7寸及以上主控顯示屏的可移動密集架體;
n 區
檔案室的一個固定列與多個移動列的組合為一區;
n 庫區
由多組架體組成的為一個庫區。
(一)款式結構
手動密集架結構:節與節之間有分隔板,架體強度牢固、更穩。雙柱結構:每層由兩塊或一整塊擱板組成,層間距可自由調整。主要部件有:軌道、底架主柱、擱板、頂板、側板、門板、傳動機構、防傾倒、防脫軌、防震、防塵、防鼠、制動、緩沖密封等裝置組成。
(二)架體標準
依照GB/T13667.3-2003手動密集架標準。
(三)材料標準
1、用材標準:所用鋼板均系國內優質鋼板。冷軋鋼板標準為GB710,熱軋鋼板標準為GB711。
2、材質要求:檔案密集架所用鋼板厚度:軌道座:4.0mm優質冷軋鋼板,導軌20×20mm實心鋼方鋼,底盤:4.0mm優質冷軋鋼板;
立柱:1.5mm;門板、擱板、托板、側板、隔棒、防鼠板、頂板、防塵板均為1.2 mm優質冷軋鋼板。
3、結構強度要求和穩定性試驗:擱板大撓度小于3mm,滿負荷24小時卸載后,無裂縫及變形。層板滿負荷24小時后,大撓度為2mm,卸載后自動恢復。卸載后擱板無裂縫、不變形。
4、所有連接部位采用高強度螺栓、螺帽連接。
其實驗方法和性能指標均應符合直列式密集架行業標準DA/T7-92。
(四)密集架技術要求
1、各部位的技術要求:
①導軌:20×20mm優質實心方鋼與4mm優質冷軋鋼板彎制的軌座焊接成形,根據滿負荷承重要求設計,每米載荷≥1000kg,墊層堅固平整。軌道與地面的連接方式采用平鍵膨脹螺栓固定。
②底盤:4mm優質冷軋鋼板,采用分段焊接后整體組裝式,底盤與立柱連接采用的螺栓為M10×55mm。連接牢固,運輸、安裝方便,底盤各段組裝時采用螺栓連接。
③傳動機構:傳動機構采用中間雙傳動。
軸承:主軸和軸承的直徑為Φ20mm,45#鋼(符合GB/T699要求),軸承油封。由一個兩面帶密封圈的單列外球面深溝球軸承和一個軸承座組成。
實心軸:采用45#鋼(符合GB/T699要求),加工精度3.2,經熱處理調質。
滾輪: HT20-40灰鑄鐵。
鏈輪:45#優質鋼鍛壓成型,回火去應力,由高頻滾齒機滾出成形并高頻淬火達到HRC60-65。
鏈條:428#摩托車專用鏈條,鏈條破斷力≥1860kg。
搖手件:采用鋼制搖柄式搖把,其結構為棘輪自動掛、脫擋,搖柄在搖動時實現自動咬合,不搖動時依靠重力,手柄可以折疊式收起,減少通行障礙。
2、架體基本要求:架體為雙柱式結構。
①立柱:厚度1.5mm,冷軋鋼板沖壓折彎成形,立柱為四折彎結構,安裝后可確保擱板、掛板沿立柱的垂直方向式自由調整高度。
②頂板厚1.2 mm;擱板、門板、側板表面光滑平整;擱板邊緣3折彎(一彎25mm,二彎20mm,三彎10mm),一次成型。擱板每層承重≥80公斤。
③掛板采用優質冷軋鋼板厚1.2mm,邊緣折彎,一次成型;底盤:4mm,三折彎邊;
④隔棒1.2 mm冷軋鋼板沖壓折彎成形。
⑤側面板上方須設置規格為100mm*150mm檔案標識牌。
⑥架體防護裝置:每列架體設有限位及防傾倒裝置。邊架裝有鎖具,用于整體鎖閉。架體之間的接觸面均有緩沖和磁性密封膠條。頂部有防塵板,底部有防鼠裝置,具有良好的防塵、防鼠、防潮和防火功能。
3、表面處理技術要求:密集架所用表面涂覆材料應符合GB/T7-1992第5.4.2條的規定;磷化標準符合GB6807標準要求。
4、安裝要求:
①單條導軌直線度≤1.0mm/m,全長≤2mm。對接處高低≤0.3mm。
②多條軌道之間對應點的平行度偏差為≤lmm,其中任意兩條軌道之間的平行度偏差為≤1.5mm,軌間距(1.5m)。
③箱體平行度:±1~2mm/列;箱體垂直度:±1~2mm/列;箱體縱向同步度:±1~2mm/列。
④其他性能指標均應符合直列式密集架行業標準DA/T7-92。
5、外觀要求
①所有的裝具都要求具備材質堅固,隔熱、防潮、防鼠、防光、防水、防塵等效果,滿足檔案防護要求。
②架體外觀設計精美,線條流暢,操作輕便、靈活,運行平穩;組裝后的密集架不準有影響外觀和使用性能的形變。
③各部位的安裝應牢固可靠;凡需焊接的部件要焊接牢固,因焊接產生的變形必須矯正,焊痕表面均勻,平整無毛刺。
④表面涂飾應平整光滑,色澤均勻一致。
⑤所有列搖合后,列與列應整齊劃一,平面度允許偏差正負2mm;列與列之間縫隙應均勻,安裝密封條后不應有空隙。
6、手動密集架的運行要求
①制動裝置:每列均裝有制動裝置,操作方便、可靠。當人進入架體通道間時,可用制動裝置鎖定,防止發生擠壓事故。
②在全負載的情況下,各列密集架運行自如,無阻滯現象,各構件和架體不會產生明顯變形,架體不會產生傾斜現象。
二、其他事項
(一)投標人須提供與所投產品相關的檢驗報告及生產原料環保證明文件。
(二)所有板材厚度均為裸板厚度,其中底盤厚度≤4.0mm均為冷扎鋼板。
(三)整體架體立柱側板,門板必須與地面垂直90度。
磷化噴塑工藝介紹
一、磷化
因鋼板在制造和儲運過程中,都加入有防護油,在生產成產品過程中其表面也都不可避免地沾有各種污物,如:潤滑油,金屬氧化層,與人接觸而帶來的汗漬以及灰塵等。這些污物的存在,對涂裝工藝十分不利,并將終影響涂層的內在綜合質量。本公司的全自動9工位噴淋式前處理機組全長50米,就是為了清洗鋼板上的各種污物和增強金屬基體自身的防護能力,增加與涂層的結合力。(磷酸鹽處理)確保金屬制品的綜合質量和耐用性,保證產品達到 《GB6807-86涂裝前的表面處理技術要求》標準。
磷化工藝流程:熱水洗——預脫脂——脫脂——水洗——水洗——表面調整——磷酸鹽處理——水洗——純水洗。封閉式9工位前處理機組,能在一個全封閉的空間內自動連續完成工件的清洗,調整,磷化處理,克服了手工作業質量不穩定之弊端,保證了各種質量指標的穩定性和可靠性。
熱水洗起到預先濕潤工件上的固態油脂和浮銹以及洗掉工件上的灰塵,為工件清洗徹底打下了基礎。
預脫脂,脫脂。在經過兩工位的藥液清洗(在噴淋的機械沖擊和藥物的雙重作用下),能徹底清洗掉工件上的各種油脂和腐蝕物,溫度由電子儀器自動跟蹤檢測,自動補償,始終保證藥液的工藝溫度,確保清洗質量的穩定。
四和五工位為中和清洗。工件經脫脂后,其表面帶有的殘留藥液(堿),經中和清洗后為七工位的磷酸鹽處理奠定了堅實的基礎。
表面調整:在脫脂處理中,對金屬基本體表面的化學成分,物理性能有一定的損壞。為使鋼鐵有更高的物理性能和提高磷化膜的質量,利用膠體磷酸鈦對磷化前的工件進行表面調整,使工件形成一層鈦離子,促使磷化膜致密,均勻,同時也提高了磷化速度。
磷酸鹽磷化處理:使用鋅系磷化液,工件經磷化,涂裝后的防腐,附著力耐氧化性更好,符合GB6807-86 標準。
水洗,純水洗:工件經磷酸鹽處理后,形成一層致密,均勻的磷化膜,但也帶了一定的磷酸鹽殘液,這將影響涂裝后的質量。經水洗掉殘余的藥液,但自來水也含有一定量的鈣鎂離子,沾附在工件的表面上,將會影響涂層的結合能力,所以用去離子純水做 的清洗,使工件的表面更清潔,使涂裝后的工件綜合質量更有保證,更可靠。
二、噴塑
我公司采用先進的靜電噴塑工藝涂裝,其原理是粉末在壓縮空氣的吸引下,經噴槍使之霧化,當霧化后的粉末經過由噴槍產生的高壓負電場時,粉末粒子就均勻地捕集到大量的負電荷。因工件是接地的,這樣就形成了正負相吸的原理,在此原理的作用下,粉末就均勻地積累在工件上。工件進入烘道后,經熔化,流平,固化,降溫,下架。經檢驗合格后,本工序結束
您是想要在貴州省安順市采購高質量的熱銷:@鋼鐵檔案密集柜產品嗎?金虎柜業(安順市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的熱銷:@鋼鐵檔案密集柜產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:趙先生-【13932820388】,地址:《武邑縣橋頭工業區》。



















