

以下是:橋梁熱噴鋁的產品參數
產品參數 產品價格 180 發貨期限 電議 供貨總量 電議 運費說明 噴鋅噴鋁 電弧噴鋅施工 具備防腐資質 電弧噴鋁 管道外壁噴鋁 噴鋅 閘門噴鋁 鍋爐內壁噴合金 橋梁熱噴鋁 噴鋅 火焰噴鋁 熱噴鋁施工: 139 6193 4918 (技術專工) 火焰熱噴鋅 電弧噴鋅 噴鋁 噴耐磨合金 噴銅 噴不銹鋼 專業施工:153 8059 3638 (指導工程師) 橋梁熱噴鋁,華電高空工程(澳門分公司)為您提供橋梁熱噴鋁產品案例,聯系人:朱雄飛,電話:【13961934918】、【15380593638】,發貨地:人民路金融城。 澳門特別行政區 澳門特別行政區(英語:Macao,葡萄牙語:Macau),簡稱“澳”,全稱中華人民共和國澳門特別行政區,位于中國南部珠江口西側,是中國內地與中國南海的水陸交匯處,毗鄰廣東省,與香港特別行政區相距60公里,距離廣東省廣州市145公里。澳門特別行政區由澳門半島和氹仔、路環二島以及路氹城(路氹填海區)組成,陸地面積32.9平方公里。截至2022年底,總人口為672800人。
以下是我們上傳的橋梁熱噴鋁實拍視頻,您可以點擊觀看。以下是:橋梁熱噴鋁的圖文介紹
采用熱噴涂電弧噴鋁的方法耐腐蝕能力 1. 施工工序 工程的防腐施工在鋼桁架及上、下次梁構件制作完成后進行。施工順序:生產準備→構件表面處理→構件熱噴鋅→構件封閉處理→構件噴鋅質量檢測。其中構件表面處理、構件熱噴鋅是工程的主要工序。 2. 施工準備 1、做好構件交接工作、確定施工的生產組織方式、施工機具的配置(6m3/min空壓機兩臺、儲氣罐兩臺、無污染噴砂機兩臺、油水分離器四個、砂罐兩個、SAP-1型噴槍四把、磁性測厚儀兩臺等)。 2、施工之前作到三通一平。機械安裝調試。現場所有的壓力設備必須復檢合格,方可使用。 3、按品種、規格分類堆放構件并有明顯標識。堆放要減少構件的變形和銹蝕,鋼桁架構件要堆放在枕木上其間距以不引起桁架變形為宜。 4、原材料必須以二檢合格,具有出廠合格證及材質證明書方可使用。 3. 構件表面處理 1、 鋼結構的表面處理對熱噴涂涂層與基體的結合性能有很大影響。針對本工程的實際情況,鋼結構表面處理采用壓力式噴砂除銹法,這種施工方法即可使基體表面清潔度達到要求,也可使基體表面粗糙度達到要求。由于施工區域不同,噴砂選用不同的槍頭噴射。鋼桁架主梁等大面積工作區域采用150mm槍頭,并配粉塵回收裝置。角鋼及鋼桁架腹桿角鋼夾縫工作區域采用12 mm槍頭。 (1 ) 施工工藝:檢查壓力表、膠管、噴砂槍等機具正常→壓縮空氣進入儲氣罐經油,水分離器潔凈→ 打開砂罐進氣閥待罐內壓力達到平衡→打開罐底氣閥將砂粒噴射到金屬基體表面。 (2)砂選用干燥、清潔、有棱角的河砂,砂的粒徑為0.5~2.0mm。 (3) 噴砂施工時,施工環境相對濕度不應大于85%。構件要保持干燥。加工處理的鋼材表面呈現灰白色為佳,除銹等級達到Sa3級。鋼材表面粗糙度為RZ40~80 um。 (4) 除銹合格后,應在短時間內進行熱噴鋅處理。在晴天或不太潮濕的天氣,間隔時間不得超過12小時;在雨天,潮濕天氣下,間隔時間不得超過2小時。 4、 影響噴鍍層的原因 鋼結構表面處理好壞是影響其鍍層的保護年限和保護效率的主要原因,而影響表面處理的根本原因是:壓縮空氣的壓力、噴射角度、噴射距離。 (1) 壓縮空氣壓力范圍:壓縮空氣壓力一般在6~7KG/cm2。因在不同的壓力下,表面的電極電位值不同,所以鍍層的結合強度就不同。隨著空氣壓力的增加表面的粗糙度增加,鍍層與基體之間的結合力將會上升,當空氣壓力增加到7KG/cm2時其鍍層結合力達到高點。 (2)噴射時間:噴射時間的長短,對基體表面電極電位、粗糙度和噴涂層的結合強度有直接影響。根據實際操作可知噴射在20秒時粗糙度在40~60 um,鍍層有較高的結合強度值。4.2.3噴射角度及噴射距離:噴射角度是指噴射的砂粒射流中心束和基體表面的夾角。在其它條件不變情況下,噴射角度為75℃佳。噴射距離是指噴槍嘴與工件表面的距離。在其它條件不變的情況下噴射距離在180~200mm時,無
電弧噴涂熱噴鋅熱噴鋁防腐公司鋼結構噴鋅噴鋁、鋼箱梁橋噴鋅噴鋁、鋼電視鐵塔噴鋅噴鋁、站機架噴鋅噴鋁 熱噴涂技術是一種廣泛適用于材料表面強化、表面防護、表面修復和表面裝飾的應用技術,它可在各種固體工程材料表面,噴涂各種金屬及合金、工程陶瓷、工程塑料以及由以上材料形成的復合材料,并能形成牢固的結合層,從而使制品表面獲得耐磨、耐蝕、耐高溫、抗氧化、隔熱、導熱、絕緣、導電、輻射、防輻射、低磨擦、防咬合、密封、增大化學反應有效面積等等特殊性能。機械零件在運行過程中,因磨損、腐蝕、或在加工過程中超差,均可采用熱噴涂技術予以修復。運用熱噴涂技術可達到提高制品適用壽命、節省貴重材料、節約能源、修舊利廢以及裝飾美化等目的。熱噴涂技術還可用于模具制造。目前,熱噴涂技術已廣泛應用到航天、航空、機械、電力、石油、化工、冶金、礦山、機車、船舶、鐵路、公路、制糖、制藥、造紙、印刷、紡織等幾乎國民經濟的各個方面,還可用于工藝美術、文物保護、建筑防腐與裝飾等等方面。 吳江市電弧噴涂熱噴鋅熱噴鋁防腐公司適用范圍: 市政 各類鋼結構的熱噴涂長效防護涂層、防腐、長效防腐,一次防護壽命可達 30 年以上 造紙機械 蒸鍋、烘缸、烘箱內壁增壽強化修復;各種輥類表面強化和修復;離心泵、軸流泵、蒸汽鍋爐、閥門及攪拌機轉軸密封套等零部件修復;瓦楞輥表面強化(經強化處理后,瓦楞輥表面硬度可提高至 HV1200 ,瓦楞輥的工作壽命可達 4000 萬米以上)。
表面處理
因為表面處理的好壞直接影響涂層的質量和保護年限,因此必須首先做好基層面的預處理。按照工藝要求對基層表面采用噴砂除銹,除銹標準按照Sa3級標準,Sa3級標準要求是:
非常徹底的噴砂除氧化皮、油脂、銹蝕及污物和油漆等附著物,該表面應顯現出均勻的金屬色澤,噴完砂后,表面用清潔干燥的壓縮空氣或干凈刷子清理。
噴砂
采用以下設備和措施:空氣壓縮機、儲氣罐、油水分離器、空氣濾清器、噴砂罐、膠帶、噴砂槍、耐磨瓷嘴。
除銹工藝流程為壓縮空氣進入儲氣罐,經油水分離器、空氣濾清器,使其清潔干燥,不含油質,然后進入砂罐,經膠帶將砂粒壓至噴砂槍,噴射金屬基體。
按上述設備條件進行施工,表面處理即可達到Sa3標準,其表面粗糙度40um-60um在此時金屬表面的電極電位與活化程度和涂層的粘結力均達到參數。
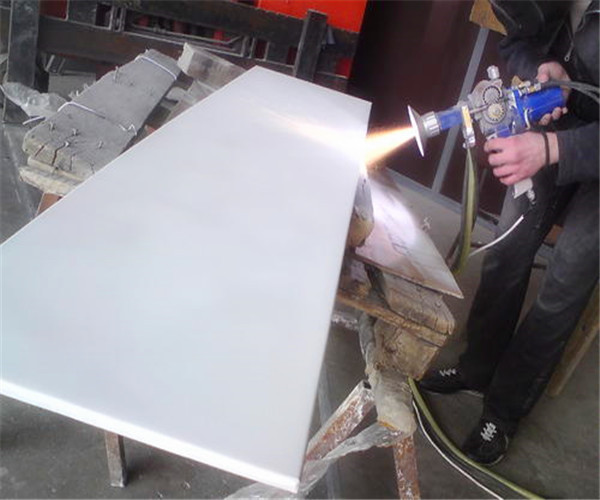
熱噴鋅/噴鋁
噴砂完成2-3小時之內就應完成噴鋅工作。隨著時間的增加,其表面的電極電位值開始升高,活化強度減弱,噴涂層與基體的結合強度下降,這是由于表面氧化膜生成的厚度在噴鋅/噴鋁顆粒撞擊表面時,2-3小時之內,很薄的氧化膜很易被高速趨行的噴涂顆粒擊破。
2-3小時之后,氧化膜則對涂層與基體起著隔絕的作用,從而破壞涂層與基體的附著。鋅/鋁含量不低于99.5%-99.7%,無油污的優質鋅絲/鋁絲。
澳門華電高空工程有限公司著力 煙囪維修加固防腐產品質量控制,注重 煙囪維修加固防腐產品結構拓展,以可靠的性能,上乘的質量, 贏得較高的社會信譽。 我們竭誠為用戶服務。并承接特殊要求的 煙囪維修加固防腐設計和制造。
在澳門采買橋梁熱噴鋁到華電高空工程(澳門分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:朱雄飛-【15380593638】,地址:《人民路金融城》。











