


以下是::鍍鋅鋼管供應商的產品參數今年在廣西省百色市購買:鍍鋅鋼管供應商有了新選擇,鑫昶鋼鐵貿易有限公司(百色分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的:鍍鋅鋼管供應商產品。如需購買或咨詢,請隨時聯系我們,聯系人:周斌-18902159867,QQ:1064235139,地址:東麗區。 廣西壯族自治區,百色市 2022年,百色市生產總值1729.10億元,按不變價格計算,比上年增長4.2%。
以下是:鍍鋅鋼管供應商的現場實拍視頻,讓您更好地了解產品的優點和特點不容錯過。
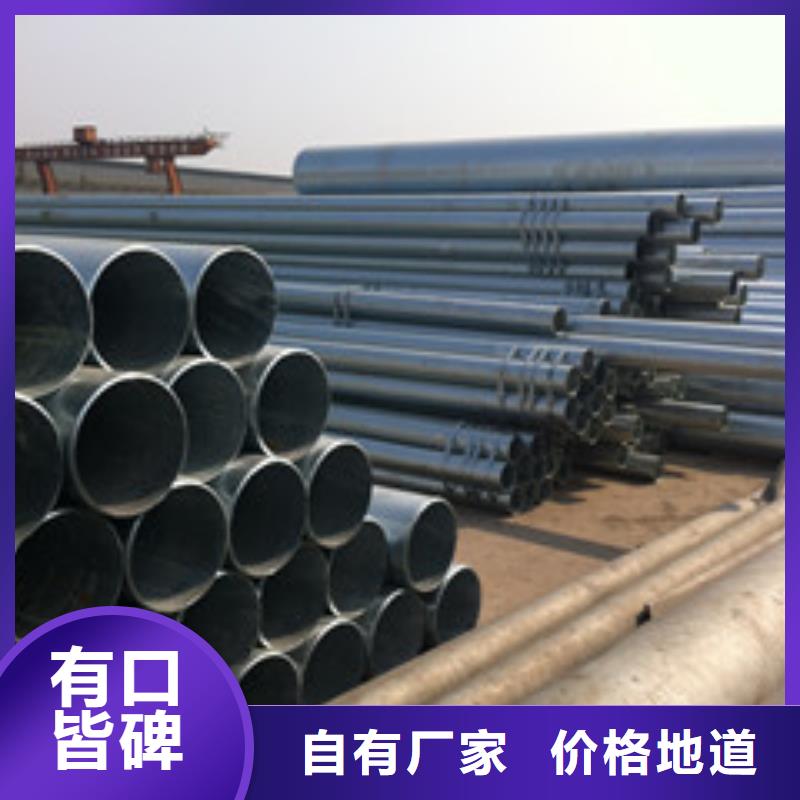
以下是::鍍鋅鋼管供應商的圖文介紹
廣西百色鑫昶鋼鐵貿易有限公司憑著良好的信用、優良的服務與多家企業建立了長期的合作關系。熱誠歡迎各界朋友前來參觀、考察、洽談業務。公司主要生產 鍍鋅無縫鋼管。數年來,我司始終致力于 鍍鋅無縫鋼管事業的成長與發展,本著公平、誠信、互利、協助的精神,把每一位客戶的重托作為企業生命的一部分,以優良的產品、周到的服務、合理的價格以及強有力的技術支持讓每一位客戶都能得到滿意的結果,并在愉快的合作中享受成功的喜悅;“一切從客戶出發,讓客戶放心”是公司的企業文化核心,我們熱忱歡迎社會各界有與我司在商貿、技術、人才、管理等各個方面展開合作、分享和交流,為雙方企業的共同發展提供有利的幫助,敬請致電咨詢洽談。
焊接質量保證措施
從人、材、機、法、環五個方面進行控制。
① 人的因素是施焊的控制重點。因此,在施焊前,應選擇技術熟練、持有焊工證的焊工,進行必要的技術培訓、交底。并不得隨意更換,保證施焊該管道焊工人員相對穩定。
② 焊材的控制:保證采購的是正規渠道的焊材,有質保書、合格證,符合工藝要求;焊條頭回收控制嚴格,以保證流向、用量;焊材要嚴格按工藝烘烤,并一次發放不超過半天用量。
③ 焊機:焊機須保證性能可靠、符合工藝需要;焊機必須有檢定合格的電流、電壓表,以保證焊接工藝的正確實施。焊接電纜不能過長,較長時要調整焊接參數。
④ 焊接工藝方法:保證鍍鋅管特殊操作方法的嚴格實施,焊接工藝進行焊前坡口檢查,施焊工藝參數、操作手法控制,焊后外觀質量檢查,必要時增加焊后無損檢測。控制焊接層次、每道口的焊材用量。
⑤ 焊接環境控制:保證施焊時的溫度、濕度、風速符合工藝要求。熱鍍鋅管焊接在施工中采取正確的焊接工藝,嚴格按照規范進行檢查驗收,焊接完畢后及時做好焊縫的防腐處理(富鋅漆),在空調開式、閉式系統施作過程中具有一定的可行性,可以提高施工速度,提高管道連接的牢固性。所以,在施工條件允許下,在做好相關防護、防腐措施的前提下,熱鍍鋅管是可以采取焊接連接的。
生產工藝
黑件檢查→掛料→脫脂→漂洗→酸洗→清洗→浸漬助鍍濟→熱空氣烘干→熱浸鍍鋅→冷卻→鈍化和漂洗→卸料→檢驗、修整→包裝入庫、運輸
只能提供大致流程,更詳細的屬于各生產廠家的機密
鍍鋅管應該達到的技術要求
1、牌號和化學成分
鍍鋅鋼管用鋼的牌號和化學成分應符合GB 3092所規定的黑管用鋼的牌號和化學成分。
2、制造方法
黑管的制造方法(爐焊或電焊)由制造廠選擇。鍍鋅采用熱浸鍍鋅法。
3、螺紋及管接頭
3.1 帶螺紋交貨的鍍鋅鋼管,螺紋應在鍍鋅后車制。螺紋應符合YB 822的規定。
3.2 鋼制管接頭應符合YB 238的規定;可鍛鑄鐵管接頭應符合YB 230的規定。
4、力學性能 鋼管鍍鋅前的力學性能應符合GB 3092的規定。
5、鍍鋅層的均勻性鍍鋅鋼管應作鍍鋅層均勻性的試驗。鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)。
6、冷彎曲試驗公稱口徑不大于50mm的鍍鋅鋼管應作冷彎曲試驗。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗時不帶填充物,試樣焊縫處
應置于彎曲方向的外側或上部。試驗后,試樣上不應有裂縫及鋅層剝落同象。
7、水壓試驗水壓試驗應在黑管進行,也可用渦流探傷代替水壓試驗。試驗壓力或渦流探傷對比試樣尺寸應符合GB 3092的規定。
鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。
鍍鋅鋼一般是在低碳鋼外鍍一層鋅,鍍鋅層一般在20um厚。鋅的熔點在419°C,沸點908°C 左右。在焊接中,鋅熔化成液體浮在熔池表面或在焊縫根部位臵。鋅在鐵中具有較大固溶度,鋅液體會沿晶界深入浸蝕焊縫金屬,低熔點鋅形成“液體金屬脆化”。同時,鋅與鐵可形成金屬間脆性化合物,如Fe3Zn10、FeZn10等。這些脆性相使焊縫金屬塑性降低,在拉應力作用下而產生裂紋。如果焊接角焊縫,尤其是T形接頭的角焊縫容易產生穿透裂紋。鍍鋅鋼焊接時,坡口表面及邊緣處的鋅層,在電弧熱作用下,產生氧化、熔化、蒸發以至揮發出白色煙塵和蒸汽,極易引起焊縫氣孔。由于氧化而形成的ZnO,其熔點較高,約1800°C以上,若在焊接過程中參數偏小,將引起ZnO夾渣,同時由于Zn成為脫氧劑產生FeO-MnO或FeO-MnO-SiO2低熔點氧化物夾渣。 如果選擇焊接規范不合適,操作手法不當,很容易使焊縫邊緣處的鍍鋅層熔化以至擴大熔化區域,有可能破壞鍍鋅層,尤其是在拉長電弧和大幅度擺動操作情況下,增寬熔化區域,破壞鍍鋅層更為嚴重。 同時,由于鋅的蒸發,揮發出大量的白色煙塵,對人體有刺激、傷害作用,因此,選擇產生煙塵量較低的焊接方法、材料也是必須考慮的因素。
聯系人:周斌,電話:18902159867,鑫昶鋼鐵貿易有限公司(百色分公司)在廣西省百色市本地專業從事:鍍鋅鋼管供應商,廣西省百色市各個縣市以及周邊城市均可提供送貨上門服務!







