

以下是:廣西省百色市20號方管優質供應商的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 不限 運費說明 3-7天 范圍 20號方管優質供應范圍覆蓋廣西省 百色市 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、賀州市、河池市、來賓市、崇左市、防城港市 右江區、田陽區、田東縣、平果市、德保縣、靖西市、那坡縣、凌云縣、樂業縣、田林縣、西林縣等區域。 【天鑄】業務覆蓋多元場景,提供以下產品和服務:柳州方管實力廠商、北海方管好產品放心購、貴港方管來圖定制、玉林方管海量現貨直銷、賀州方管源頭廠源頭貨、河池方管服務始終如一、防城港方管合作共贏、田東方管現貨采購、田林方管產地貨源等。20號方管優質供應商,天鑄特鋼(百色市分公司)wxtz32709-76專業從事20號方管優質供應商,聯系人:李經理,發貨地:梁溪區錢皋路168號,以下是20號方管優質供應商的詳細頁面。 廣西壯族自治區,百色市 2022年,百色市生產總值1729.10億元,按不變價格計算,比上年增長4.2%。
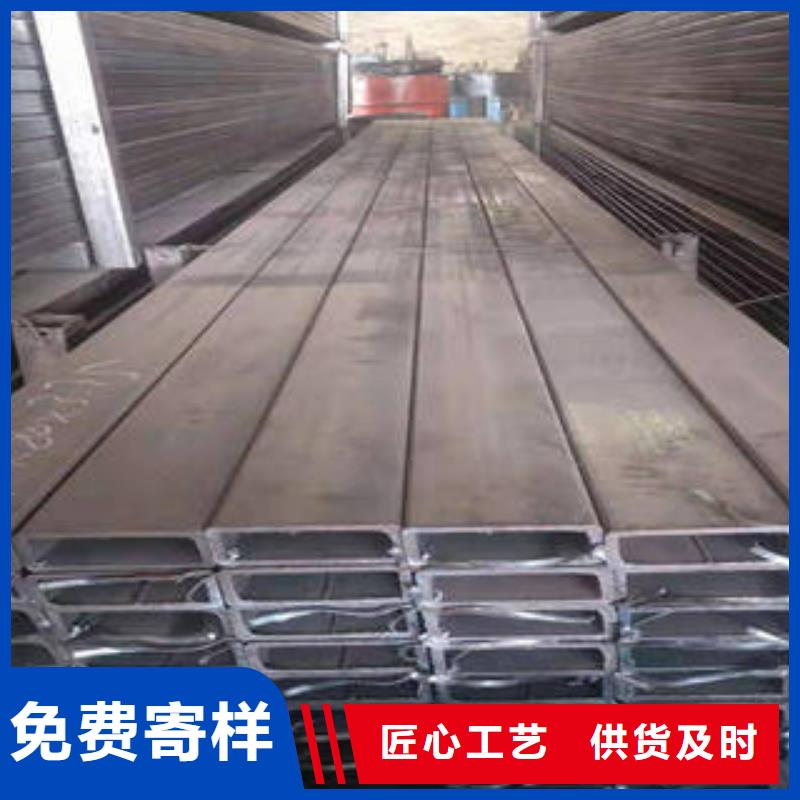
20號方管優質供應商的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。以下是:廣西百色20號方管優質供應商的圖文介紹
如何從方矩管道中去除石油呢?今天我們將介紹一下常用的脫油方法。堿清洗:一種基于堿化學作用的清洗方法因其使用簡單、價格低廉、易于獲得原料而得到廣泛應用。由于堿洗工藝依賴于皂化、乳化等功能,不能使用單一的堿來達到上述性能。通常使用多種成分,有時添加表面活性劑等添加劑。皂化程度由堿度決定,高堿度可降低油與溶液的表面張力,使油易于乳化。另外,經過堿洗后,可以去除殘留方矩管表面的清洗劑。表面活性劑清洗:表面活性劑具有表面張力低、潤濕性好、乳化性好等優點,是一種廣泛應用的脫油方法。通過表面活性劑的乳化作用,在油水界面上形成一定強度的界面膜,改變界面狀態,使油顆粒分散在水溶液中,形成乳液。或通過表面活性劑的溶解,使不溶于水的油垢在方管中溶解于表面活性劑膠束中,從而將油垢轉移到水溶液中。
為了滿足市場上對 方管不同規格和工藝質量的需求。現每年自主研發或應客戶需求開發設計推出多款 方管新品。 “誠信、務實、創新、開拓”是公司的生存信念,憑著的產品和優質的服務,廣西百色天鑄特鋼有限公司與國內眾多公司、政府單位建立了穩定的業務合作關系,獲得客戶的一致好評。 我們愿以高品質的 方管產品、優惠的價格、快速周到的服務與您共同創造出更美好的明天!
Q345B方管需要掌握的常識及外形、尺寸術語的簡介公稱尺寸和實際尺寸公稱尺寸:是標準中規定的名義尺寸,是用戶和生產企業希望得到的理想尺寸,也是合同中注明的訂貨尺寸。實際尺寸:是生產過程中所得到的實際尺寸,該尺寸往往大于或小于公稱尺寸。
這種大于或小于公稱尺寸的現象稱為偏差。偏差和公差偏差:在生產過程中,由于實際尺寸難于達到公稱尺寸要求,即往往大于或小于公稱尺寸,所以標準中規定了實際尺寸與公稱尺寸之間允許有一差值。差值為正值的叫正偏差,差值為負值的叫負偏差。
公差:標準中規定的正、負偏差值值之和叫做公差,亦叫"公差帶"。偏差是有方向性的,即以"正"或"負"表示;公差是沒有方向性的,因此,把偏差值稱為"正公差"或"負公差"的叫法是錯誤的。壁厚不均Q345B方管壁厚不可能各處相同,在其橫截面及縱向管體上客觀存在壁厚不等現象,即壁厚不均。
為了控制這種不均勻性,在有的Q345B方管標準中規定了壁厚不均的允許指標,一般規定不超過壁厚公差的80%橢圓度在圓形Q345B方管的橫截面上存在著外徑不等的現象,即存在著不一定互相垂直的外徑和外徑,則外徑與外徑之差即為橢圓度(或不圓度)
為了控制橢圓度,有的Q345B方管標準中規定了橢圓度的允許指標,一般規定為不超過外徑公差的80%(經供需雙方協商后執行)。彎曲度Q345B方管在長度方向上呈曲線狀,用數字表示出其曲線度即叫彎曲度。標準中規定的彎曲度一般分為如下兩種:局部彎曲度:用一米長直尺靠量在Q345B方管的彎曲處,測其弦高(mm),即為局部彎曲度數值,其單位為mm/m,表示方法如2.5mm/m。
此種方法也適用于管端部彎曲度。全長總彎曲度:用一根細繩,從管的兩端拉緊,測量Q345B方管彎曲處弦高(mm),然后換算成長度(以米計)的百分數,即為Q345B方管長度方向的全長彎曲度。縱向和橫向標準中稱縱向是指與加工方向平行(即順加工方向)者;橫向是指與加工方向垂直(加工方向即Q345B方管軸向)。
鋼板的切割速度是與鋼材在氧氣中的燃燒速度相對應的。在實際生產中,應根據所用割嘴的性能參數、氣體種類及純度、鋼板材質及厚度來調整切割速度。切割 速度直接影響到切割過程的穩定性和切割斷面質量。如果想人為地調高切割速度來提高生產效率和用減慢切割速度來佳地改善切割斷面質量,那是辦不到的,只能 使切割斷面質量變差。過快的切割速度會使切割斷面出現凹陷和掛渣等質量缺陷,嚴重的有可能造成切割中斷;過慢的切割速度會使切口上邊緣熔化塌邊、下邊緣產 生圓角、切割斷面下半部分出現水沖狀的深溝凹坑等等。
在正常的火焰切割過程中,切割氧流相對垂直的割炬來說稍微偏后一個角度,其對應的偏移叫后拖量。速度過低時,沒有后拖量,工件下面割口處的火花束向切 割方向偏移。如提高割炬的運行速度,火花束就會向相反的方向偏移,當火花束與切割氧流平行時,就認為該切割速度正常。速度過高時,火花束明顯會后偏。這些 都是工人師傅從長期的實踐中不斷總結出來的。在鋼板火焰切割過程中,割嘴到被切工作表面的高度是決定切口質量和切割速度的主要因素之一。不同厚度的鋼板,使用不同參數的割嘴,應調整相應的高度。為保證獲得高質量的切口,割嘴到被割工件表面的高度,在整個切割過程中必須保持基本一致。
選購20號方管優質供應商來廣西省百色市找天鑄特鋼(百色市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理,地址:[梁溪區錢皋路168號]。










