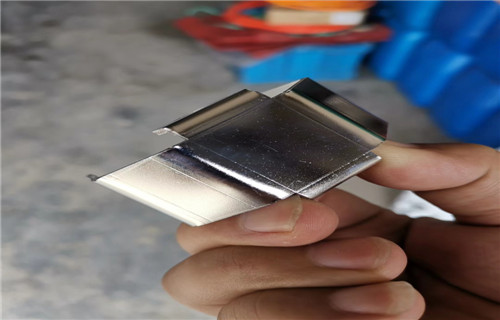

以下是:鎳鈦合金電化學拋光免費操作教學的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 處理材質 不銹鋼、銅鋁、鈦材、鋼鐵 生產場地 江蘇省鎮江市 類型 來料加工、電解拋光設備、電解拋光液 處理效果 鏡面效果 可定制 是 生產周期 2個工作日 是否批發 是 鎳鈦合金電化學拋光免費操作教學,電解拋光設備廠(南充分公司)為您提供鎳鈦合金電化學拋光免費操作教學產品案例,聯系人:姚師傅,電話:18014996427、18014996427,QQ:374457303,發貨地:丹徒區谷陽千里新村1棟一樓。 四川省,南充市 南充市,別稱果城、綢都、果州,四川省轄地級市,位于四川省東北部、嘉陵江中游,地貌類型以丘陵為主,地勢從北向南傾斜,屬中亞熱帶濕潤季風氣候,幅員面積1.25萬平方千米。截至2022年10月,全市轄3個區、5個縣、代管1個縣級市。截至2022年底,全市常住人口554.9萬。
文字或許能描繪鎳鈦合金電化學拋光免費操作教學產品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗,每一次點擊都是一次心靈的觸動。快來觀看,讓產品活起來!
以下是:鎳鈦合金電化學拋光免費操作教學的圖文介紹
四川南充電解拋光設備廠是集生產、加工、銷售于一體的 不銹鋼電解拋光生產廠家。憑著優良的工藝、上乘的質量、合理的價格,我們 不銹鋼電解拋光產品遍及全國多個省份與地區。 四川南充電解拋光設備廠突出的優點是“交貨及時”,質量以及售后服務在業界也獲得了認可。 我公司位于“中國 不銹鋼電解拋光之鄉”的四川南充,歡迎各界朋友蒞臨參觀、指導和業務洽談。
7.拋光后工件表面平整光潔,但有些點或塊不夠光亮,或出現垂直狀不亮條紋,一般是什么原因引起的?
原因分析:可能是拋光后期工件表面上產生的氣泡未能及時脫離并附在表面或表面有氣流線路。
解決方法:提高電流密度,使析氣量加大以便氣泡脫附,或提高溶液的攪拌速度,增加溶液的流動。
8.零件和掛具接觸點無光澤并有褐色斑點,表面其余部分都光亮是什么原因?
原因分析:可能是零件與掛具的接觸不良,造成電流分布不均,或零件與掛具接觸點少。
解決方法:擦亮掛具接觸點,使導電良好,或增大零件與掛具的接觸點面積。
9.同一槽拋光的零件有的光亮,有的不亮,或者局部不亮。
原因分析:同槽拋光工件太多,致使電流分布不均勻,或者是工件之間互相重疊,屏蔽。
解決方法:減少同槽拋光工件的數量,或者注意工件的擺放位置。
16.不銹鋼各種材質在電解拋光時電流密度是多少?與電解成本有什么關聯?
原因分析:在市場常規情況下不銹鋼各種材質在電解液的密度為:200系列不銹鋼材質電流密度在25—50安培之間,300系列不銹鋼材質電流密度在15—30安培之間,400系列不銹鋼材質電流密
度在30—55安培之間。200系列不銹鋼材質電流密度在15—25安培之間,300系列不銹鋼材質在10—15安培之間,400系列不銹鋼材質在25—30之間。電流密度越大,耗電量越大。而在電解成本
核算中,電費所占的比例很大。
17.拋光后經擦拭干凈扔無光澤,有淺蘭色陰影什么原因?原因分析:可能是電化學拋光液配制后,未進行加熱及通電處理,或溶液操作溫度偏低。解決方案:12℃下加熱電拋光液一小時或將
電解液加熱到規定溫度。
18.拋光后無光并且有黃色斑點是什么原因引起的?原因分析:可能電化學溶液的相對密度偏小,已小于1.70。解決方案:調整電拋光的相對密度或在80—100℃條件下加熱濃縮增大起相對密
度。或是更換新液。
19.工件拋光后,為什么從槽中取出就出現褐色斑點?原因分析:可能是電拋光不夠,或是時間較短。解決方法:首先適當延長拋光時間,如果無作用,則可能是溫度或者電流密度不夠的問題
。
20.電解時為什么容易出現打火現象?
原因分析:導致這一現象有三點因素:一是掛具與工件接觸點不牢固,二是電解液密度太低,三是電流密度過高。解決方法:多換幾種掛具與工件連接方法,盡量多增加掛具與工件的接觸點
。如是電解液密度太低,可更換電解液,建議選用"不銹鋼通用電解液"。
21.不銹鋼電解液操作溫度對電解拋光有什么影響?佳溫度是多少?原因分析:一般電解液使用溫度為50—90℃之間,溫度較低,拋光速度較慢,光亮度下降。溫度過高,液體對工件腐蝕加
快,容易引起工件過腐蝕,電解液有效成分容易分解。解決方法:溫度較低應加熱到規定溫度,加熱可使用各種加熱管(如石英,鈦材質加熱管),長時間工作溫度會上升,當溫度超過90℃
時應停止工作,散熱可選用攪拌或冷卻循環方式。佳使用溫度是50—90℃,"不銹鋼通用電解液"的佳使用溫度為50—80℃。
鎳鈦合金電化學拋光免費操作教學_電解拋光設備廠(南充分公司),固定電話:18014996427,移動電話:18014996427,聯系人:姚師傅,QQ:374457303,丹徒區谷陽千里新村1棟一樓 發貨到 四川省南充市。







