以下是:球墨鑄管的產品參數
產品參數 產品價格 530起 發貨期限 1天起 供貨總量 10000頓 運費說明 根據距離 小起訂 1頓 質量等級 國標 是否廠家 廠直發 產品材質 球墨鐵 產品品牌 新興,京東,圣士達 產品規格 80-2600 發貨城市 北京,唐山,山西 產品產地 唐山,山西 加工定制 特殊口徑 產品型號 80-2600 可售賣地 全國 產品重量 77kg起 產品顏色 黑色 質保時間 1年 外形尺寸 6米長 適用領域 給水,消防,中水,排水 是否進口 否 質量認證 GB/T13295 球墨鑄管,保信恒遠商貿有限公司(保定分公司)為您提供球墨鑄管,聯系人:劉偉,電話:13261219771、13261219771,QQ:1642723241,請聯系保信恒遠商貿有限公司(保定分公司),發貨地:北京市昌平區北清路1號院3號樓12層2單元1503A室。 河北省,保定市 保定市,河北省轄地級市,國務院批復確定的京津冀地區中心城市之一。保定市位于河北省中部偏西,太行山東麓,冀中平原西部,地勢由西北向東南傾斜。地貌分為山區和平原兩大類;地理坐標介于北緯38°14′29″~39°57′3″,東經113°45′32″~116°19′41″之間;東接雄安新區,東南鄰滄州市,南接衡水市,西南連石家莊市,西靠山西省,西北與山西省及張家口市交界,北鄰北京市,東北與廊坊市毗鄰。保定地處京津石金三角,距北京140公里,距天津145公里,距石家莊125公里,總面積1.93萬平方千米(不含雄安新區及定州)。截至2022年末,保定市常住人口914.4萬(不含雄安新區及定州)。
為了讓您更地了解我們的球墨鑄管,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。以下是:球墨鑄管的圖文介紹
球墨鑄鐵管鐵管的質量同原材料-生鐵的質量密切相關,安鋼永通球墨鑄鐵管有限責任公司采用安鋼集團水冶鋼鐵公司的優質球墨鑄造用生鐵為原材料,水冶鋼鐵公司的鑄造鐵為我國的人參鐵,具有低P、低S、低Ti等特點,產品遠銷美國、日本、歐洲等多個 和地區,在國內被許多大型精密鑄造企業普遍采用。
河北保定保信恒遠商貿有限公司已擁有30多名核心精英隊伍,已擁有現代化的辦公設備,完善的管理、銷售、物流、服務為一體的管理系統,擁有高文化、高素質、高技術的核心精英隊伍,贏得國內外廣大用戶的信賴和好評,從而建立了鞏固的合作關系,因此公司的業務得以日益發展,占有了國內外 球墨鑄鐵管行業的大量市場。能為客戶提供高品質、好價格的 球墨鑄鐵管產品,以質量和服務深受國內外廠家、經銷商的信賴和支持。
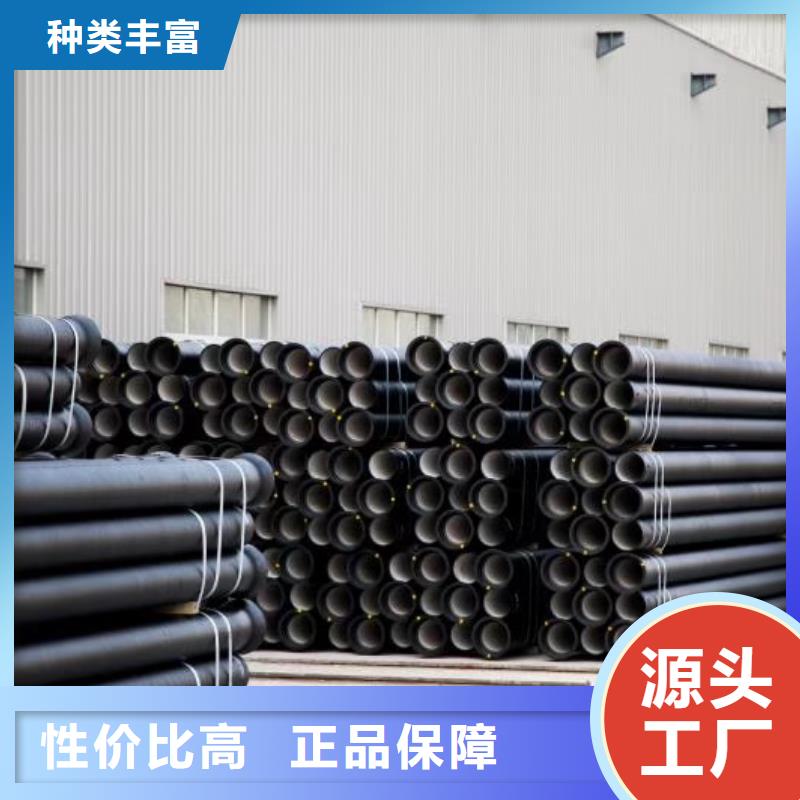
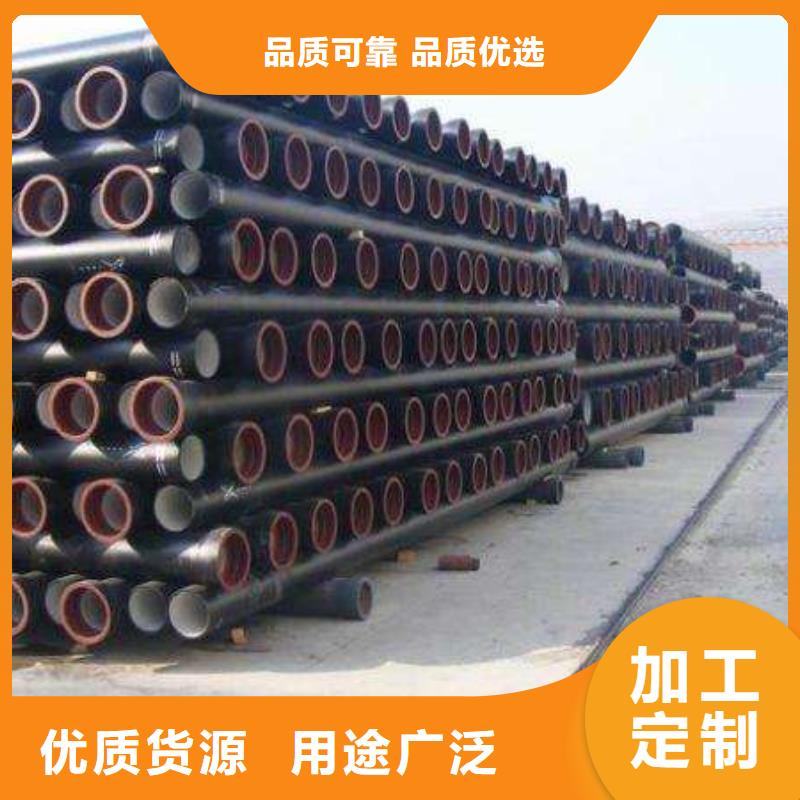
球墨鑄鐵管和機制鑄鐵管的材質均為鑄鐵,由于給水球墨鑄鐵管需要承受壓力,常用球鐵,面包鐵,而機制鑄鐵管一般采用HPT200,HT250灰鑄鐵。球墨鑄鐵管都采用離心澆筑,鐵管外表光滑,如是承插式球墨鑄鐵管,則承口較深,管壁也較厚,單根管長度為6米。機制鑄鐵管有些采用立模澆注,或小型離心澆注機鑄造,鐵管外表較粗糙,單根管長度為3米,承口較淺,管壁較薄,出廠前都必須按規范進行水壓試驗,合格后方可出廠,機制...球墨鑄鐵管和機制鑄鐵管的材質均為鑄鐵,由于給水球墨鑄鐵管需要承受壓力,常用球鐵,面包鐵,而機制鑄鐵管一般采用HPT200,HT250灰鑄鐵。球墨鑄鐵管都采用離心澆筑,鐵管外表光滑,如是承插式球墨鑄鐵管,則承口較深,管壁也較厚,單根管長度為6米。機制鑄鐵管有些采用立模澆注,或小型離心澆注機鑄造,鐵管外表較粗糙,單根管長度為3米,承口較淺,管壁較薄,出廠前都必須按規范進行水壓試驗,合格后方可出廠,機制鑄鐵管只作外觀檢查和敲一敲聽音檢查,無氣孔,裂縫和破損音響為合格。
離心球墨鑄鐵管是按鑄造方法不同,分為連續球墨鑄鐵管和離心球墨鑄鐵管球墨鑄鐵管(Ductile Cast Iron Pipes)球墨鑄鐵管的主要成分有碳、硅、錳、硫、磷和鎂等。執行標準 GB/T13295-2003 ISO2531/2003球墨鑄鐵管定義使用18號以上的鑄造鐵水經添加球化劑后,經過離心球墨鑄鐵機高速離心鑄造成的管道,稱之為“球墨鑄鐵管”(Ductile Cast Iron Pipes),簡稱為球管、球鐵管和球墨鑄管等。 離心球墨鑄鐵管采用代拉伏法水冷金屬型離心機.Dg100 mm以下的鑄型采用封閉水套冷卻,Dg150rnm以上的鑄型都用雨淋式冷卻。澆注時需在流植進口端加入硅鈣合金作孕育處理,每次澆注完畢后,需要在鑄型內表面用壓縮空氣噴涂一層薄薄的干硅鈣粉,離心機是一個由上下兩半部組成的密閉式殼體,支承鑄型的滾輪架安裝在殼體底部,鑄型前端套著齒圈,安裝在殼體底上的直流調速電機通過齒輪直接傳動鑄型,殼休兩端鑄型通過處都裝有密封圈,殼體前端安裝著一個山氣缸翻動的半環形聲全rae 離心機的殼體下面裝有輪子,以便在傾斜軌道上作往復運動,離心機的往復移動采用液壓裝置,壓力為9.65 x 105Pa.其移動速度通過溢流閥調節,離心機的電纜和冷卻水進出軟管一般固定在機器旁邊的柱子上,另一端接在殼體上,隨機一起移動。離心機的生產規格一般是固定的,如果要在一臺離心機上生產幾種規格的管子,則需要更換扇形包,鐵水流植和支撐鑄型的滾輪架等。
名稱:球墨鑄鐵管壁厚控制方法 球墨鑄鐵管壁厚控制方法技術領域 本發明屬于離心澆注球墨鑄管壁厚精準控制的范疇。 背景技術: 新版IS02531標準(球墨鑄鐵管國際新標準)的推行和實施,一方面有利于推行節約化生產,提高材料的利用率,有利于可持續發展;另一方面,國內幾乎所有鑄管企業的裝備都不能完全滿足新標準鑄管的生產。作為年生產量三分之一需要出口的外向型企業,開發新裝備滿足新標準鑄管生產、突破新的技術壁壘成為我們研究的緊迫任務之一。新標準球墨鑄鐵管的主要特點管壁薄,防腐性能高;強度高;綠色環保理念。國內龍頭企業在兩三年前開始嘗試生產符合新標準的球墨鑄鐵管,但由于薄壁管壁厚以及管壁均勻性難以控制,導致生產產品不符合標準,廢品率高,生產成本居高不下。主要原因在于設備控制的度達不到要求。發明內容 為了克服現有技術的缺點,本發明提供一種球墨鑄鐵管壁厚控制方法,可以大幅提高產品合格率,降低生產成本。 本發明解決其技術問題所采取的技術方案是它包括 離心澆注鐵液流量控制扇形包澆注傾翻角速度設定值為αX,通過編碼器反饋的扇形包傾翻角速度為αP,扇形包澆注時,通過PID控制器,不斷調整比例閥的給定電壓值Ui,使扇形包傾翻角速度αρ與設定速度αχ保持一致; 和主機軸向運行控制主機行走速度設定值為Vx,通過主機主油缸內置編碼器反饋的主機實際行走速度為Vp,主機在行走過程中時刻對比Vx與Vp的值,通過PID控制器改變伺服閥的給定電壓值Ui,調整伺服閥的開口度,使主機行走速度Vp與設定速度Vx保持一致。 本發明可以大幅提高產品合格率,降低生產成本。 下面結合附圖和實施例對本發明進一步說明。 圖I為本發明離心澆注鐵液流量控制原理圖2為本發明主機軸向運行控制原理圖。 具體實施方式 如圖I所示,離心澆注鐵液流量控制扇形包澆注傾翻角速度設定值為αX,通過編碼器反饋的扇形包傾翻角速度為αρ,扇形包澆注時,通過PID控制器,不斷調整比例閥的給定電壓值Ui,使扇形包傾翻角速度αP與設定速度αχ保持一致。澆注過程中,扇形包穩定的澆注傾翻速度,保證了流入主機內鐵水的均勻性。 所述的離心澆注鐵液流量控制包括澆包液壓控制澆包液壓控制主閥采用伺服閥,與扇形包轉軸上的高精度碼盤組成閉環控制系統。該控制系統的響應靈敏度可達到(O.1%的精度,結合電氣控制系統,保證澆包能按設定的速度和曲線進行工作。 如圖2所示,主機軸向運行控制主機行走速度設定值為Vx,通過主機主油缸內置編碼器反饋的主機實際行走速度為Vp,主機在行走過程中時刻對比Vx與Vp的值,通過PID控制器改變伺服閥的給定電壓值Ui,調整伺服閥的開口度,使主機行走速度Vp與設定速度Vx保持一致。 主閥芯通過內置傳感器與相應電子放大器相連,主閥芯的位置隨著給定值在放大器加法點產生的差動電壓的變化而變化。通過電子放大器給定值和實際值比較后的控制偏差,并產生電流輸入先導閥比例電磁鐵,從而控制主閥芯行程和閥口開度。 外環控制用高性能PLC控制主機的行走速度。該控制系統的響應靈敏度可達到(O.2%的精度;油缸的重復定位精度可達到2μm。 所述的主機軸向運行控制包括主機油缸液壓控制,主機油缸液壓采用差動回路。保證主機油缸能實現聞速運行,聞速度達到1000mm/s,提聞整體設備的生廣節奏;主閥采用高頻響伺服比例閥,主閥的流量可提高到1600L/min;主機油缸安裝內置傳感器,與伺服比例閥組成閉環控制系統,該控制系統的響應靈敏度可達到O.1%的精度;油缸的重復定位精度可達到2μm。主機的行走與翻包的速度按設定的程序相互協調,保證生產出來的管子壁厚均勻,從而提高管子的產量和質量。 主機油缸在高速工作的過程中減速時,壓力油管道會產生壓力波動而造成主機設備振動,在主油缸液壓控制系統中設置了溢流裝置,用于減少和系統中的壓力波動,保護主油缸能平穩運行。 主機油缸在減速過程中,由于速度過快,在油缸的進油腔會產生吸空,造成油缸振動。在液壓系統中專丨]設計了快速補油系統,在油缸吸空時能快速將油補進,減少設備振動的發生。 權利要求 1.一種球墨鑄鐵管壁厚控制方法,其特征在于它包括離心澆注鐵液流量控制扇形包澆注傾翻角速度設定值為αχ,通過編碼器反饋的扇形包傾翻角速度為αP,扇形包澆注時,通過PID控制器,不斷調整比例閥的給定電壓值Ui,使扇形包傾翻角速度αP與設定速度αX保持一致;和主機軸向運行控制主機行走速度設定值為Vx,通過主機主油缸內置編碼器反饋的主機實際行走速度為Vp,主機在行走過程中時刻對比Vx與Vp的值,通過PID控制器改變伺服閥的給定電壓值Ui,調整伺服閥的開口度,使主機行走速度Vp與設定速度Vx保持一致。 2.根據權利要求I所述的球墨鑄鐵管壁厚控制方法,其特征在于所述的離心澆注鐵液流量控制包括澆包液壓控制澆包液壓控制主閥采用伺服閥,與扇形包轉軸上的高精度碼盤組成閉環控制系統。 3.根據權利要求I所述的球墨鑄鐵管壁厚控制方法,其特征在于所述的主機軸向運行控制包括主機油缸液壓控制,主機油缸液壓采用差動回路。 全文摘要 本發明涉及一種球墨鑄鐵管壁厚控制方法。它包括離心澆注鐵液流量控制扇形包澆注傾翻角速度設定值為αx,通過編碼器反饋的扇形包傾翻角速度為αp,扇形包澆注時,通過PID控制器,不斷調整比例閥的給定電壓值Ui,使扇形包傾翻角速度αp與設定速度αx保持一致;和主機軸向運行控制主機行走速度設定值為Vx,通過主機主油缸內置編碼器反饋的主機實際行走速度為Vp,主機在行走過程中時刻對比Vx與Vp的值,通過PID控制器改變伺服閥的給定電壓值Ui,調整伺服閥的開口度,使主機行走速度Vp與設定速度Vx保持一致。可以大幅提高產品合格率,降低生產成本。 文檔編號B22D13/12GK102935497SQ20121042738 公開日2013年2月20日申請日期2012年10月31日優先權日2012年10月31日 發明者李九獅,徐宏英,王亞飛,張韜申請人:新興河北工程技術有限公司
選購球墨鑄管來河北省保定市找保信恒遠商貿有限公司(保定分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:劉偉-13261219771,{QQ:1642723241},地址:[北京市昌平區北清路1號院3號樓12層2單元1503A室]。


















