

以下是:廣西省崇左市加工噴鋁的產品參數
電弧噴鋅施工 具備防腐資質 電弧噴鋁 管道外壁噴鋁 噴鋅 閘門噴鋁 鍋爐內壁噴合金 橋梁熱噴鋁 噴鋅 火焰噴鋁 熱噴鋁施工: 139 6193 4918 (技術專工) 火焰熱噴鋅 電弧噴鋅 噴鋁 噴耐磨合金 噴銅 噴不銹鋼 專業施工:153 8059 3638 (指導工程師) 范圍 加工噴鋁煙囪維修加固防腐供應范圍覆蓋廣西省 崇左市 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、防城港市 江州區、扶綏縣、寧明縣、龍州縣、大新縣、天等縣、憑祥市等區域。 【華電】業務覆蓋多元場景,提供以下產品和服務:柳州煙囪維修加固防腐高性價比、北海煙囪維修加固防腐貼心服務、欽州煙囪維修加固防腐實力廠商、玉林煙囪維修加固防腐精選廠家好貨、賀州煙囪維修加固防腐品質保障售后無憂、來賓煙囪維修加固防腐廠家直營、江州煙囪維修加固防腐匠心工藝、大新煙囪維修加固防腐廠家實力雄厚等。您是想要在廣西省崇左市采購高質量的加工噴鋁產品嗎?華電高空工程(崇左市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的加工噴鋁產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:朱雄飛,地址:《人民路金融城》。 廣西壯族自治區,崇左市 秦始皇統一中國時,今崇左市轄地屬象郡。漢時,屬象郡、郁林郡。隋時,屬郁林郡。唐時,屬嶺南西道。宋末,屬邕州。元代,境內屬太平路、思明路、鎮安路、龍州萬戶府等。明代,境域分屬太平府、南寧府、思明府、思恩府等。清代,轄區內分屬太平府、鎮安府。民國初年,境內屬鎮南道等。2003年8月6日,崇左市正式掛牌成立。
想知道加工噴鋁產品為何如此受歡迎?觀看視頻,答案自在其中。以下是:廣西崇左加工噴鋁的圖文介紹本著“品質保證,客戶至上”的企業經營理念,“誠信經營、信譽為本”的經營宗旨。堅信客戶永遠是公司發展的源泉,堅持以市場為導向,以完善的售后服務為承諾,我們積j i參與推廣以及行業交流活動,廣西崇左華電高空工程有限公司在長期的發展過程中以過硬的【煙囪維修加固防腐】產品質量的優勢和國內許多大型的公司都建立了長期良好的合作伙伴關系,我們也熱誠歡迎國內外客戶來我司考察,參觀及技術交流;廣納博交的企業精神,愿與社會各界朋友精誠合作,共創美好家園!
鋼結構噴鋅噴鋁、鋼箱梁橋噴鋅噴鋁、鋼電視鐵塔噴鋅噴鋁、大樓天線噴鋅噴鋁、送變電站機架噴鋅噴鋁、電力塔架噴鋅噴鋁、風電設備噴鋅噴鋁、石化儲罐噴鋅噴鋁、
【儲罐噴鋁防腐公司】
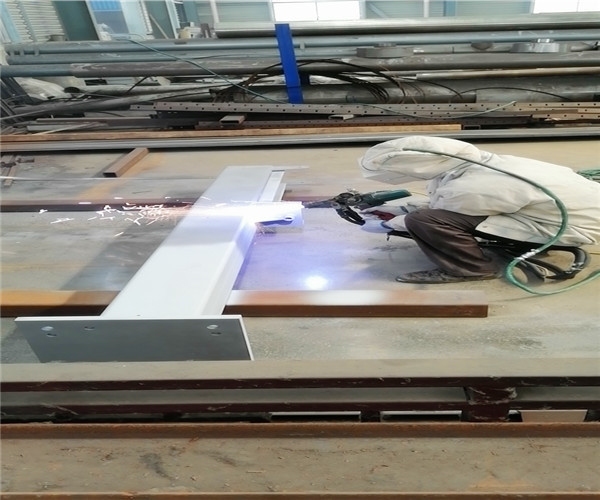
鋼結構熱噴鋅防腐施工技術
1. 工程概況
2. 熱噴鍍防腐是鋼結構防腐工程較先進的施工工藝,它具有可操作性強,噴涂后結構外觀美觀、使用年限長等特點。
2. 施工工序
工程的防腐施工在鋼桁架及上、下次梁構件制作完成后進行。施工順序:生產準備→構件表面處理→構件熱噴鋅→構件封閉處理→構件噴鋅質量檢測。其中構件表面處理、構件熱噴鋅是工程的主要工序。
3. 施工準備
3.1、做好構件交接工作、確定施工的生產組織方式、施工機具的配置(6m3/min空壓機兩臺、儲氣罐兩臺、無污染噴砂機兩臺、油水分離器四個、砂罐兩個、SAP-1型噴槍四把、磁性測厚儀兩臺等)。
3.2、施工之前作到三通一平。機械安裝調試。現場所有的壓力設備必須復檢合格,方可使用。
3.3、按品種、規格分類堆放構件并有明顯標識。堆放要減少構件的變形和銹蝕,鋼桁架構件要堆放在枕木上其間距以不引起桁架變形為宜。
3.4、原材料必須以二檢合格,具有出廠合格證及材質證明書方可使用。
封孔涂層設計
①封孔的涂層厚度為60um;
②涂刷封閉樹脂次數為2次;
③單次厚度為30um;
主要技術參
噴涂材料
線材規格(mm)
常用工作電流(A)
空載電壓(V)
選用空氣帽口徑(mm)
大噴涂效(kg/h)
鋅絲
1.2-3.0
80-210
18-30
6-8
20
鋁絲
1.2-3.0
120-240
25-38
6-8
9.5
銅絲
2.0
150-200
35-40
7-8
6
高碳鋼絲
2.0
150-220
10-44
8
5.5
不銹鋼絲
2.0
150-220
10-44
8
5.5
鋅鋁、鉛錫合金絲
1.2-2.0
80-110
18-28
7
采用熱噴涂電弧噴鋁的方法耐腐蝕能力 1. 施工工序 工程的防腐施工在鋼桁架及上、下次梁構件制作完成后進行。施工順序:生產準備→構件表面處理→構件熱噴鋅→構件封閉處理→構件噴鋅質量檢測。其中構件表面處理、構件熱噴鋅是工程的主要工序。 2. 施工準備 1、做好構件交接工作、確定施工的生產組織方式、施工機具的配置(6m3/min空壓機兩臺、儲氣罐兩臺、無污染噴砂機兩臺、油水分離器四個、砂罐兩個、SAP-1型噴槍四把、磁性測厚儀兩臺等)。 2、施工之前作到三通一平。機械安裝調試。現場所有的壓力設備必須復檢合格,方可使用。 3、按品種、規格分類堆放構件并有明顯標識。堆放要減少構件的變形和銹蝕,鋼桁架構件要堆放在枕木上其間距以不引起桁架變形為宜。 4、原材料必須以二檢合格,具有出廠合格證及材質證明書方可使用。 3. 構件表面處理 1、 鋼結構的表面處理對熱噴涂涂層與基體的結合性能有很大影響。針對本工程的實際情況,鋼結構表面處理采用壓力式噴砂除銹法,這種施工方法即可使基體表面清潔度達到要求,也可使基體表面粗糙度達到要求。由于施工區域不同,噴砂選用不同的槍頭噴射。鋼桁架主梁等大面積工作區域采用150mm槍頭,并配粉塵回收裝置。角鋼及鋼桁架腹桿角鋼夾縫工作區域采用12 mm槍頭。 (1 ) 施工工藝:檢查壓力表、膠管、噴砂槍等機具正常→壓縮空氣進入儲氣罐經油,水分離器潔凈→ 打開砂罐進氣閥待罐內壓力達到平衡→打開罐底氣閥將砂粒噴射到金屬基體表面。 (2)砂選用干燥、清潔、有棱角的河砂,砂的粒徑為0.5~2.0mm。 (3) 噴砂施工時,施工環境相對濕度不應大于85%。構件要保持干燥。加工處理的鋼材表面呈現灰白色為佳,除銹等級達到Sa3級。鋼材表面粗糙度為RZ40~80 um。 (4) 除銹合格后,應在短時間內進行熱噴鋅處理。在晴天或不太潮濕的天氣,間隔時間不得超過12小時;在雨天,潮濕天氣下,間隔時間不得超過2小時。 4、 影響噴鍍層的原因 鋼結構表面處理好壞是影響其鍍層的保護年限和保護效率的主要原因,而影響表面處理的根本原因是:壓縮空氣的壓力、噴射角度、噴射距離。 (1) 壓縮空氣壓力范圍:壓縮空氣壓力一般在6~7KG/cm2。因在不同的壓力下,表面的電極電位值不同,所以鍍層的結合強度就不同。隨著空氣壓力的增加表面的粗糙度增加,鍍層與基體之間的結合力將會上升,當空氣壓力增加到7KG/cm2時其鍍層結合力達到高點。 (2)噴射時間:噴射時間的長短,對基體表面電極電位、粗糙度和噴涂層的結合強度有直接影響。根據實際操作可知噴射在20秒時粗糙度在40~60 um,鍍層有較高的結合強度值。4.2.3噴射角度及噴射距離:噴射角度是指噴射的砂粒射流中心束和基體表面的夾角。在其它條件不變情況下,噴射角度為75℃佳。噴射距離是指噴槍嘴與工件表面的距離。在其它條件不變的情況下噴射距離在180~200mm時,無
華電高空工程(崇左市分公司)【13961934918】在廣西省崇左市本地專業從事加工噴鋁,價格低,發貨快,效果好 (廣西省 崇左市 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、防城港市 江州區、扶綏縣、寧明縣、龍州縣、大新縣、天等縣、憑祥市)可送貨上門。







