
以下是:浙江省紹興市無縫鋼管質(zhì)檢合格的產(chǎn)品參數(shù)
規(guī)格 10mm-600mm 材質(zhì) 齊全 產(chǎn)地 山東 表面 完好 范圍 無縫鋼管質(zhì)檢合格供應(yīng)范圍覆蓋浙江省 紹興市 杭州市、寧波市、溫州市、臺州市、金華市、湖州市、舟山市、嘉興市、衢州市、麗水市 越城區(qū)、新昌縣、諸暨市、上虞區(qū)、嵊州市等區(qū)域。 【淳源】業(yè)務(wù)覆蓋多領(lǐng)域場景,主營杭州無縫鋼管敢與同行比質(zhì)量、寧波無縫鋼管N年生產(chǎn)經(jīng)驗(yàn)、金華無縫鋼管專注細(xì)節(jié)使用放心、湖州無縫鋼管有口皆碑、越城無縫鋼管N年大品牌、諸暨無縫鋼管市場報(bào)價(jià)等產(chǎn)品服務(wù)。無縫鋼管質(zhì)檢合格,淳源管業(yè)(紹興市分公司)sdcy32701-76為您提供無縫鋼管質(zhì)檢合格產(chǎn)品案例,聯(lián)系人:李廣輝,電話:【13156355310】、【15224212226】,供應(yīng)服務(wù)范圍覆蓋:浙江省 紹興市 杭州市、寧波市、溫州市、臺州市、金華市、湖州市、舟山市、嘉興市、衢州市、麗水市 越城區(qū)、新昌縣、諸暨市、上虞區(qū)、嵊州市。 浙江省,紹興市 2022年,紹興市實(shí)現(xiàn)地區(qū)生產(chǎn)總值7351億元,分產(chǎn)業(yè)看,產(chǎn)業(yè)增加值244億元,第二產(chǎn)業(yè)增加值3598億元,第三產(chǎn)業(yè)增加值3509億元,三次產(chǎn)業(yè)結(jié)構(gòu)為3.3:49.0:47.7,按常住人口計(jì)算,人均地區(qū)生產(chǎn)總值為137522元。
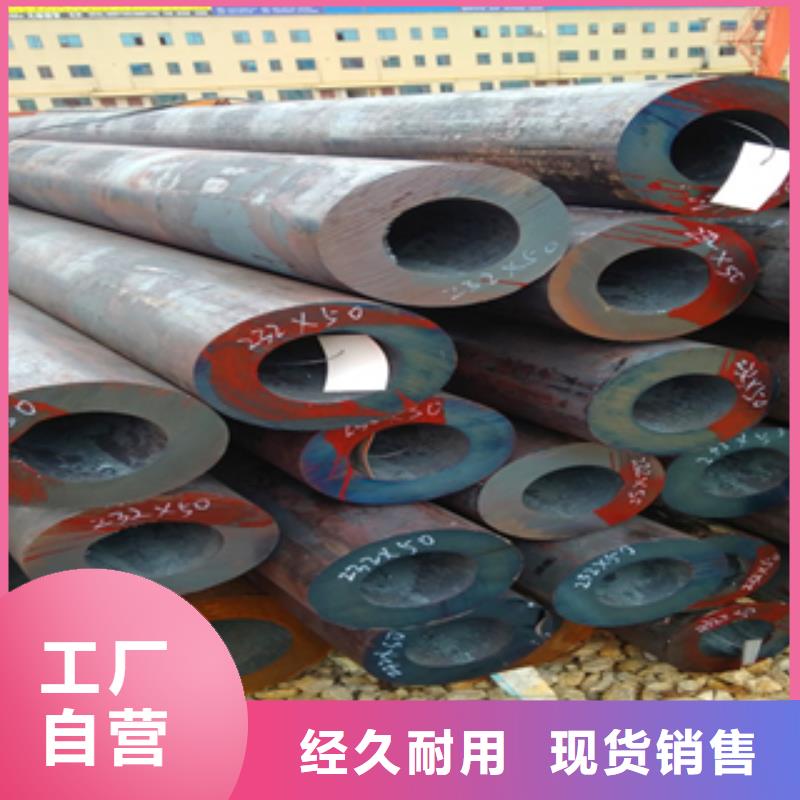
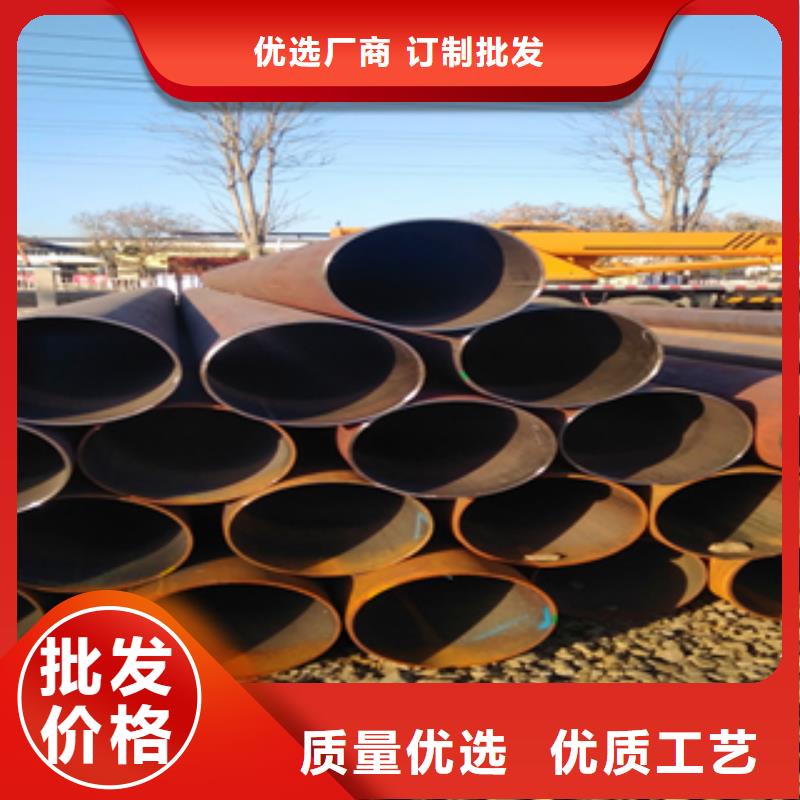
想知道無縫鋼管質(zhì)檢合格產(chǎn)品的獨(dú)特魅力嗎?我們?yōu)槟鷾?zhǔn)備的視頻將帶您親身體驗(yàn),讓您感受到產(chǎn)品的無限魅力。以下是:浙江紹興無縫鋼管質(zhì)檢合格的圖文介紹
浙江紹興淳源管業(yè)有限公司位于開發(fā)區(qū)遼河路東首,公司主營產(chǎn)品浙江紹興--無縫鋼管,我們擁有一支引領(lǐng)技術(shù)潮流的工作人員,一批高素質(zhì)的管理人員。規(guī)模化的企業(yè)營銷、高質(zhì)的配送及倉儲,得到廣大客戶的認(rèn)可與信賴,從而形成了高速的資源服務(wù)網(wǎng)絡(luò),實(shí)現(xiàn)可雙贏的價(jià)值。 目前,我公司正如稚鷹展翅,本著“質(zhì)量di yi、信譽(yù)di yi、顧客di yi”的宗旨,竭誠為閣下提供優(yōu)質(zhì)的產(chǎn)品和滿意的服務(wù)!
高精度冷拔精密鋼管是一種新型高技術(shù)節(jié)能產(chǎn)品。近年來,采用本項(xiàng)技術(shù)生產(chǎn)的精密鋼管已廣泛地應(yīng)用于國內(nèi)液壓、氣動(dòng)缸,煤炭井下支架(支柱),石油泵管,千斤頂?shù)戎圃祛I(lǐng)域。高精度冷拔精密鋼管的推廣應(yīng)用對節(jié)約鋼材,提高加工工效,節(jié)約能源,減少液壓缸、氣缸加工設(shè)備投資有重要意義。
冷拔方式:生產(chǎn)高精度冷拔管──液壓缸體與傳統(tǒng)的切削工藝比較,具有以下特點(diǎn):(1)生產(chǎn)效率高:用傳統(tǒng)的方法生產(chǎn)一根內(nèi)徑420毫米,12米長的缸筒需154小時(shí),用冷拔方法生產(chǎn)只需4分鐘。(2)率高:由于鏜孔的滾壓頭兼起導(dǎo)向作用,在切削過程中,毛坯管由于自重產(chǎn)生撓度,致使?jié)L壓頭和鏜刀走偏,造成廢品。率只能達(dá)到60%左右,而用冷拔方法生產(chǎn),率可達(dá)95%以上。(3)金屬利用率高:用傳統(tǒng)的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產(chǎn)時(shí),金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達(dá)95%。(4)能改善成品管金屬的機(jī)械性能:用拉拔方法生產(chǎn),使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強(qiáng)度限大為提高。一般在成品管內(nèi)層強(qiáng)度限提高達(dá)60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經(jīng)過化學(xué)處理后在專用冷拔機(jī)上,通過特種變形原理設(shè)計(jì)的模具進(jìn)行拉拔,生產(chǎn)出高精度管。其尺寸精度達(dá)H10~H8,直線度達(dá)0.35~0.5mm/m,表面粗糙度達(dá)Ra1.6-0.4。
冷拉管變薄拉延(ironing)
凸模和凹模之間的間隙小于坯料的厚度、坯料在拉延成形過程中厚度得到預(yù)計(jì)減薄的塑性加工方法
通常,變薄拉延是后續(xù)拉延工序,其坯料是在前面工序里得到的空心圓筒形半成品。在變薄拉延工序中,坯料內(nèi)徑一般變化不大。變薄拉延用于減小制件表面粗糙度、提高制件側(cè)壁板厚均勻度以及制件尺寸精度等方面。此外,用在使制件不降低剛度只減輕重量等方面也是有效的。
變薄拉延的特點(diǎn)是在坯料與模具的接觸表面上作用著很大的法向應(yīng)力和在坯料的內(nèi)外表面上作用有方向相反的摩擦力。摩擦力方向相反是由于拉延時(shí),當(dāng)坯料被拉過凹模時(shí),作用在與凹模接觸的坯料外表面上的摩擦力的方向與拉延方向相反。而與此同時(shí),由于變薄坯料被拉長,坯料沿凸模反拉延方向滑動(dòng)時(shí),作用在與凸模接觸的坯料內(nèi)表面上的摩擦力的方向則與拉延方向相同。
變薄拉延時(shí),變形區(qū)的尺寸與坯料相比一般是較小的,而且其軸向的上下兩邊在整個(gè)變形過程中,幾乎都被坯料側(cè)壁的不變形部分限制著。對變薄拉延工序的應(yīng)力和變形規(guī)律進(jìn)行理論分析,可以采用近似平衡方程和塑性條件聯(lián)解法、滑移線法及能量法,其中能量法(見變形力學(xué)問題的能量解法)是適合的分析方法。
變薄拉延的變形程度用坯料側(cè)壁厚度的變薄率或大斷面減縮率來表示,變薄率ψB(%)以下式計(jì)算:
ψB=(t0-t1)/t0×100
式中t0為坯料的壁厚;t1為制件的壁厚。實(shí)際加工時(shí),變薄率不超過30%~40%。在采用串連式(階梯式)連續(xù)變薄拉延時(shí),每道工序可取3%~5%的厚度變薄率。
變薄拉延的成形極限為制件在成形過程中的破裂。制件破裂時(shí)的凸模力Pmax(kN)可按下式計(jì)算:
Pmax≈π(dp+t1)t1σb
式中dp為凸模直徑,mm;t1為制件側(cè)壁的厚度,mm;σb為制件材料的抗拉強(qiáng)度,MPa。
變薄拉延成形所需的成形力可按下式確定:
P≈(1/1000)πdpt12τs(1+fcosθ)ln(t0/t1)
式中τs為制件材料的剪切屈服強(qiáng)度,MPa;f為材料與模具之間的摩擦系數(shù);θ為凹模斜面傾角。當(dāng)P=Pmax時(shí),變薄拉延成形達(dá)到極限變形狀態(tài)。
變薄拉延時(shí),潤滑對改善成形條件、提高成形極限是十分重要的。適用的潤滑劑有大豆油、加耐壓添加劑的混合油、礦物油+石墨、二硫化鉬等固體潤滑劑、硫化性薄膜以及金屬薄膜等。在凹模一面進(jìn)行潤滑是有效的。在凸模一面則以不進(jìn)行潤滑為好。但為了加工后成形件的卸料,進(jìn)行適量潤滑也是必要的。
變薄拉延的成形力并不完全由凸模施加到坯料變形區(qū)上,其中一部分由被強(qiáng)迫壓在凸模側(cè)面部分的坯料所承受。當(dāng)凸、凹模間隙取為坯料厚度的90%時(shí),成形極限將有所增大。但凸、凹模間隙過小時(shí),隨著坯料厚度變薄率的增加,成形極限會急劇減小。
點(diǎn)擊查看淳源管業(yè)(紹興市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
在浙江省紹興市采購無縫鋼管質(zhì)檢合格請認(rèn)準(zhǔn)淳源管業(yè)(紹興市分公司),品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),供應(yīng)服務(wù)范圍覆蓋浙江省 紹興市 杭州市、寧波市、溫州市、臺州市、金華市、湖州市、舟山市、嘉興市、衢州市、麗水市 越城區(qū)、新昌縣、諸暨市、上虞區(qū)、嵊州市,讓您購買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:李廣輝-【15224212226】)。

檢合格")
檢合格")
檢合格")
檢合格")
檢合格")
檢合格")
檢合格")
檢合格")