以下是:特薄壁絎磨管規格的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 鋼管 屬性 精加工 類型 絎磨管 產地 聊城 品牌 九冶 選購特薄壁絎磨管規格來河北省保定市找九冶管業(保定市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-17706353138,{QQ:1958857549},地址:[丁塊工業園]。 河北省,保定市 保定市,河北省轄地級市,國務院批復確定的京津冀地區中心城市之一。保定市位于河北省中部偏西,太行山東麓,冀中平原西部,地勢由西北向東南傾斜。地貌分為山區和平原兩大類;地理坐標介于北緯38°14′29″~39°57′3″,東經113°45′32″~116°19′41″之間;東接雄安新區,東南鄰滄州市,南接衡水市,西南連石家莊市,西靠山西省,西北與山西省及張家口市交界,北鄰北京市,東北與廊坊市毗鄰。保定地處京津石金三角,距北京140公里,距天津145公里,距石家莊125公里,總面積1.93萬平方千米(不含雄安新區及定州)。截至2022年末,保定市常住人口914.4萬(不含雄安新區及定州)。
我們為您準備了特薄壁絎磨管規格產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照以下是:特薄壁絎磨管規格的圖文介紹這是 絎磨管的詳細頁面,生產企業:河北保定九冶管業有限公司,10年行業經驗,致力于為客戶提供優質的產品,具體可以參看本文中的圖片,參數,視頻信息,如對購買 絎磨管有任何疑問,請隨時致電頁面上的聯系方式,我們將為您提供優質的的服務。
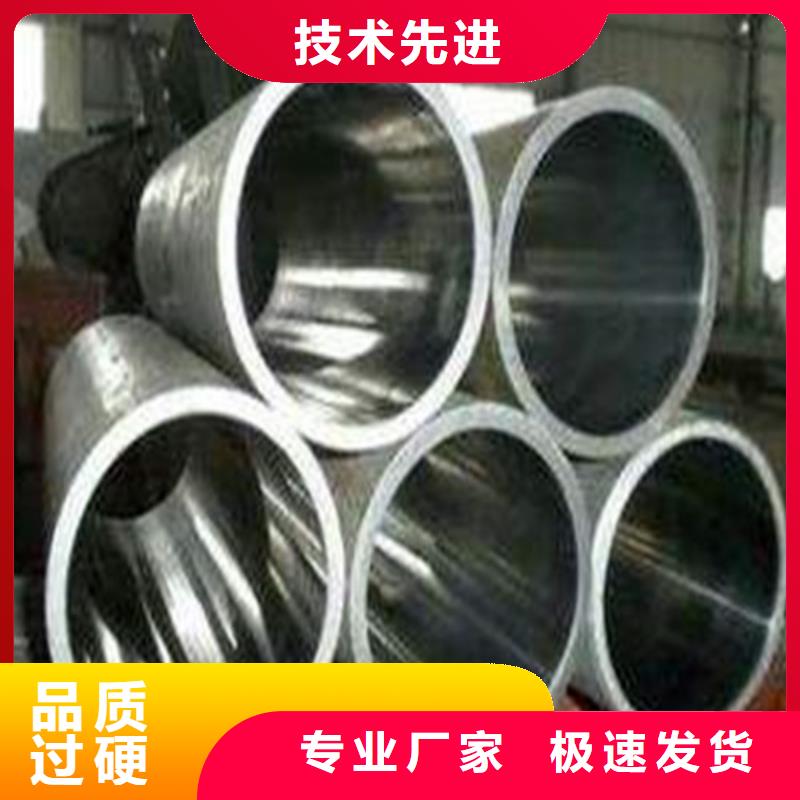
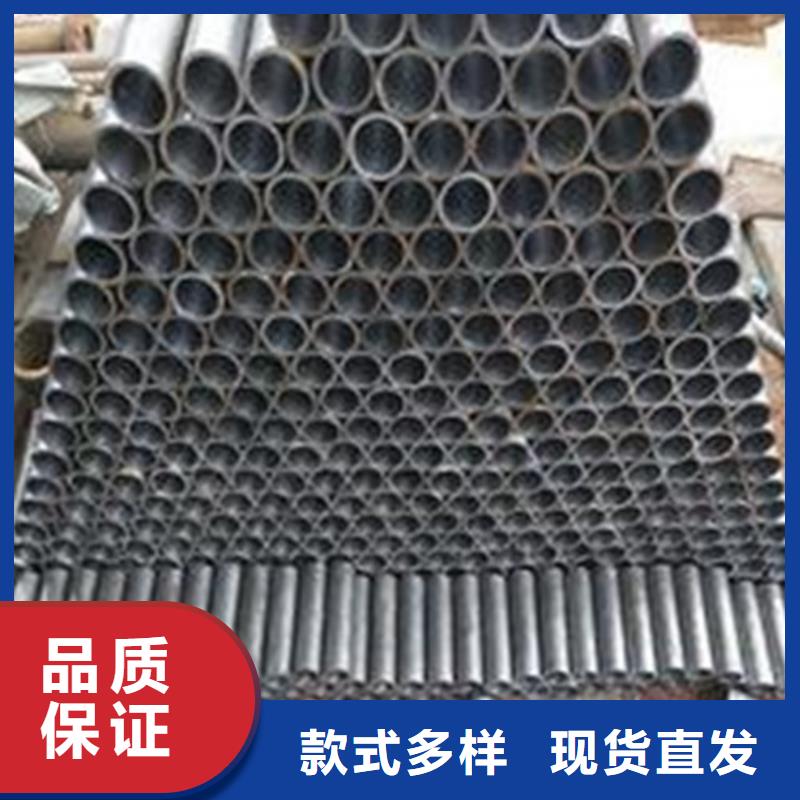
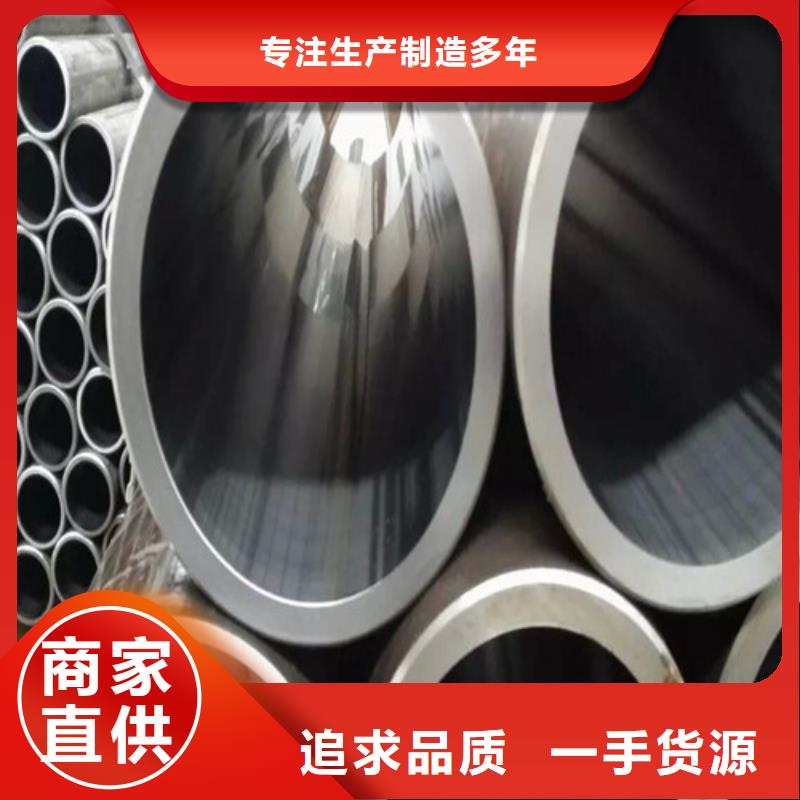
絎磨管冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。絎磨管不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。
絎磨管采用加工工藝油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。 絎磨管滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。
厚壁油缸管滾壓與絎磨那種工藝精密度高 厚壁油缸管其內孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;油缸管要承受很大的液壓力,因此,應有足夠的強度和剛度。厚壁油缸管珩磨頭伸進孔內,然后由機器帶動旋轉,往復,并漲出磨條進行切削加工.機器是專用的珩磨機.有立式和臥式之分.立式較適于大批量的較短件連續生產,如氣缸套類.臥式的較適合較長件的生產.如果是加工鑄鐵類的,生產效率轉內圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點,不過比起內圓磨的方式還是要快很多.精度方面不是什么問題,比起內圓磨有過之而無不及.厚壁油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。
今年在河北省保定市購買特薄壁絎磨管規格有了新選擇,九冶管業(保定市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的特薄壁絎磨管規格產品。如需購買或咨詢,請隨時聯系我們,聯系人:李經理-17706353138,QQ:1958857549,地址:丁塊工業園。












