
以下是:吉安市安福縣方管1報價的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 方管1報價供應范圍覆蓋江西省 吉安市 吉州區、青原區、吉水縣、峽江縣、新干縣、永豐縣、泰和縣、遂州縣、萬安縣、安福縣、永新縣、井岡山市等區域。 【天鑄】為客戶提供多樣化產品,包括青原方管大量現貨供應、永豐方管老品牌廠家、泰和方管本地廠家值得信賴、萬安方管大量現貨、井岡山方管一站式供應廠家等,適配多元場景需求。方管1報價,天鑄特鋼(吉安市安福縣分公司)wxtz32709-76為您提供方管1報價,供應服務范圍覆蓋江西省 吉安市 吉州區、青原區、吉水縣、峽江縣、新干縣、永豐縣、泰和縣、遂州縣、萬安縣、安福縣、永新縣、井岡山市,聯系人:李經理,電話:【0510-88232345】、【18961732345】。 江西省,吉安市,安福縣 秦朝以前,安福先后隸屬吳國和楚國。隋開皇十年(590年),廢安成郡,安成縣隸屬吉州。開皇十八年(598年),安成縣改為安復縣。唐武德七年(624)廢州,改安復縣為安福縣,安福之名自此始。安福縣公路通車總里程2469.96千米,其中大(慶)廣(州)高速公路境內段6.62千米,省道166.70千米,縣道278.7千米,鄉道665.29千米,行政村及自然村水泥公路1352.65千米。
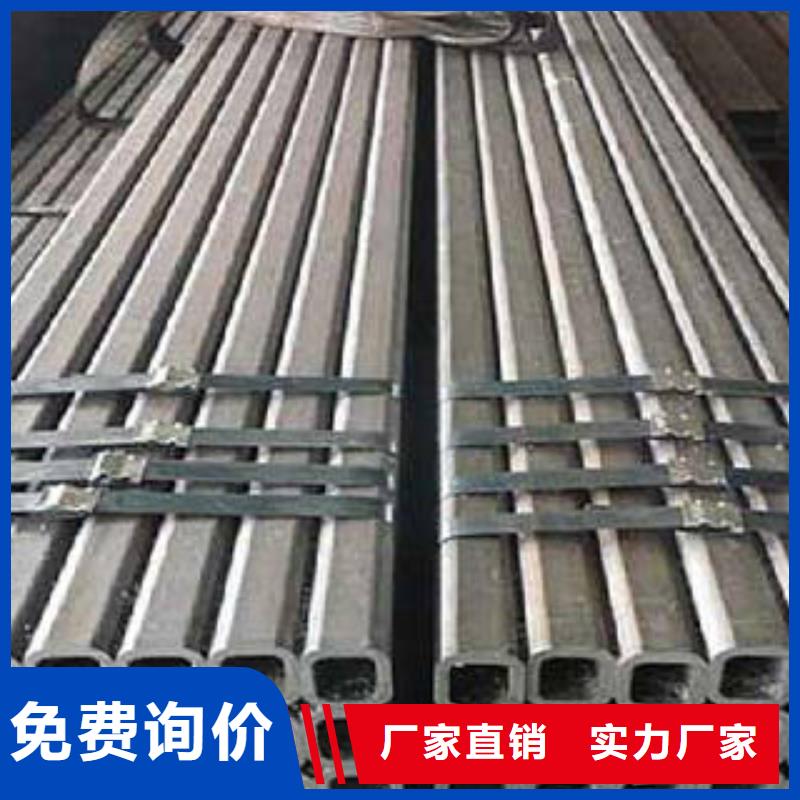
不容錯過的方管1報價視頻展示!產品特點一目了然,為您的購買決策提供堅實依據。以下是:吉安安福方管1報價的圖文介紹吉安安福天鑄特鋼有限公司秉承“精于設計,工于制造”理念,持續不斷的進行 方管產品研發,創新。提供非標準定制服務,可根據您的實際需求設計加工,量身定制。 具備完整的 方管制造加工能力,確保 方管產品即時規模生產、交貨準時。
變形原因
焊接方管變形主要是焊縫收縮力大于母材強度造成的。
1)只有單面一條焊縫的,采用從中部開始分段退焊,即:第二段焊縫收弧在段起弧處。
2)采取較小的焊接線能量,(焊接線能量與電流大小成正比,而與焊接速度成反),即:用較小焊接電流、較快的焊速。
3)有對稱的兩條、四條焊縫的,從一端開始焊,采用對稱越前法兩條交錯焊。比方:次焊150mm長仃止,再焊對稱方300mm,越過前面150mm,隨后每次焊300mm,就每次越過150mm了。
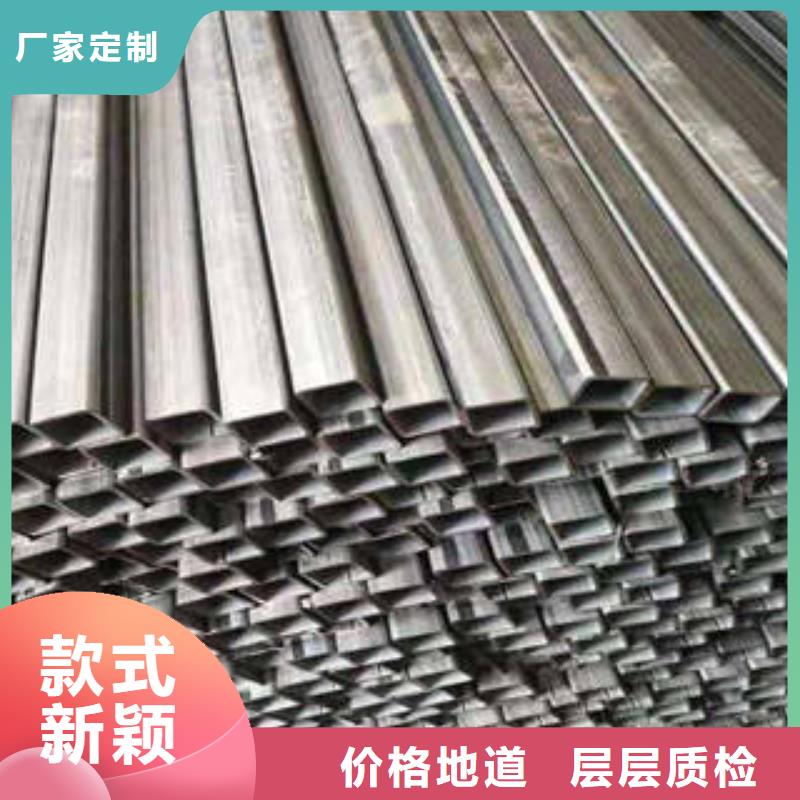
五、焊接方管與無縫方管區別
1)無縫方管,是四方四角的鋼管,由無縫鋼管冷拔擠壓成型的方型鋼管。
2)焊接方管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的方管。
3)無縫方管的質量更好,價格更貴,焊接方管是通過把板材折彎,焊接起來的,焊接過程中有高溫,高溫會影響金屬的組織,力學性能不如無縫鋼管穩定。
4)焊接方管是一種空心方形截面型鋼方管,也稱為空心冷彎型鋼.它是以熱軋或冷軋帶鋼或卷板為坯料經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的型鋼。無縫方管除壁厚增厚外情況,其角部尺寸和邊部平直度均達到甚至超過電阻焊冷成型方管的水平,R角的大小一般是壁厚的2倍-3倍之間。
建廠以來,吉安安福天鑄特鋼有限公司十分重視人才培養與科技進步,先后與六家大專院校和科研機構建立了長期技術合作關系,旨在不斷提高 方管產品科技含量,增強企業發展后勁。我們十分重視 方管產品的升級換代和新產品開發。面對激烈的市場競爭,企業始終堅持“質量保證、用戶至上”的宗旨,確保以高質量的 方管產品、周到的服務、及時的交貨、合理的價格贏得用戶的信賴。
流體輸送用無縫鋼管(GB/T8163-2008)是用于輸送水、油、氣等流體的一般無縫鋼管。低中壓鍋爐用無縫鋼管(GB3087-2008)是用于制造各種結構低中壓鍋爐過熱蒸汽管、沸水管及機車鍋爐用過熱蒸汽管、管、小煙管和拱磚管用的優質碳素結構鋼熱軋和冷拔(軋)無縫鋼管。
高壓鍋爐用無縫鋼管(GB5310-2008)是用于制造高壓及其以上壓力的水管鍋爐受熱面用的優質碳素鋼、合金鋼和不銹耐熱鋼無縫鋼管。化肥設備用高壓無縫鋼管(GB6479-2000)是適用于工作溫度為-40~400℃、工作壓力為10~30Ma的化工設備和管道的優質碳素結構鋼和合金鋼無縫鋼管。
石油裂化用無縫鋼管(GB9948-2006)是適用于石油精煉廠的爐管、熱交換器和管道無縫鋼管。地質鉆探用鋼管(YB235-70)是供地質部門進行巖心鉆探使用的鋼管,按用途可分為鉆桿、鉆鋌、巖心管、套管和沉淀管等。金剛石巖芯鉆探用無縫鋼管(GB3423-82)是用于金剛石巖芯鉆探的鉆桿、巖心桿、套管的無縫鋼管。
鋼板的切割速度是與鋼材在氧氣中的燃燒速度相對應的。在實際生產中,應根據所用割嘴的性能參數、氣體種類及純度、鋼板材質及厚度來調整切割速度。切割 速度直接影響到切割過程的穩定性和切割斷面質量。如果想人為地調高切割速度來提高生產效率和用減慢切割速度來佳地改善切割斷面質量,那是辦不到的,只能 使切割斷面質量變差。過快的切割速度會使切割斷面出現凹陷和掛渣等質量缺陷,嚴重的有可能造成切割中斷;過慢的切割速度會使切口上邊緣熔化塌邊、下邊緣產 生圓角、切割斷面下半部分出現水沖狀的深溝凹坑等等。
在正常的火焰切割過程中,切割氧流相對垂直的割炬來說稍微偏后一個角度,其對應的偏移叫后拖量。速度過低時,沒有后拖量,工件下面割口處的火花束向切 割方向偏移。如提高割炬的運行速度,火花束就會向相反的方向偏移,當火花束與切割氧流平行時,就認為該切割速度正常。速度過高時,火花束明顯會后偏。這些 都是工人師傅從長期的實踐中不斷總結出來的。在鋼板火焰切割過程中,割嘴到被切工作表面的高度是決定切口質量和切割速度的主要因素之一。不同厚度的鋼板,使用不同參數的割嘴,應調整相應的高度。為保證獲得高質量的切口,割嘴到被割工件表面的高度,在整個切割過程中必須保持基本一致。
方管1報價_天鑄特鋼(吉安市安福縣分公司),固定電話:【18961732345】,移動電話:【0510-88232345】,聯系人:李經理,梁溪區錢皋路168號。












