


以下是:蓮池球墨管聯系的產品參數
產品參數 產品價格 2600/噸 發貨期限 實際重量 供貨總量 萬噸 運費說明 三天 球墨鑄鐵管 150-126 蓮池球墨管聯系,球墨鑄鐵管生產廠家(保定分公司)專業從事蓮池球墨管聯系,聯系人:徐經理,電話:18866397639、18866397639,QQ:125455833,發貨地:流亭工業園鑫山路一號,以下是蓮池球墨管聯系的詳細頁面。 河北省,保定市 元至元十二年(1275年),改順天路為保定路,保定之名自此始,取永保安定之意。保定自古是“北控三關,南達九省,地連四部,雄冠中州”的通衢之地,歷來為京畿重地和“首都南大門”。明洪武元年(1368年),改“保定路”為“保定府”,此為保定設府之始。清代,保定為直隸總督駐地。截至2022年10月,保定市轄4市(定州為省直管試點)、5區、12縣(不含雄安新區)和2個開發區。截至2019年12月,保定市有世界文化遺產1處(清西陵),全國重點文物保護單位69處,其中市區有直隸總督署、古蓮花池等文物古跡;有AAAAA級景區白洋淀、野三坡、白石山、清西陵。
我們精心制作的蓮池球墨管聯系產品視頻已經準備就緒,探尋蓮池球墨管聯系產品背后的故事,視頻帶你走進精彩世界!
以下是:蓮池球墨管聯系的圖文介紹產品優勢圖
球墨鑄鐵管在鑄造生產過程中包括哪些生產工序和環節球墨鑄鐵管廠家在鑄造生產過程是一個復雜的綜合性工序的組合,它包括許多生產工序和環節。從金屬材料及非金屬材料的準備,到合金熔煉,造型,造芯,合型澆注,金屬凝固冷卻以至獲得合格的鑄件。球墨鑄鐵管的鑄造生產包括下列主要工序。球墨鑄鐵管防腐處理瀝青漆涂層,瀝青漆涂層是用于輸送燃氣的管道。噴漆前對管子進行預熱可以提高瀝青漆的附著力,加速干燥。水泥砂漿內襯+特俗涂層,這種內防腐措施適用于輸送污水的管道,可以提高內襯的抗腐蝕能力。球墨鑄鐵管使用環境要求,適用于承壓較高、溫度差別極限值高、各種管徑,及城市燃氣中壓(A)級(≤0.06MPa)管網使用壓力隨使用年限和介質溫度而變化,加之使用中的噪音和防火問題,適宜于在輸送壓力低(≤1.0MPa)、介質腐蝕性強、含強腐蝕的土壤中、管徑小、輸送量較小的場合球墨鑄鐵管使用壽命管路壽命可長達100年以上。
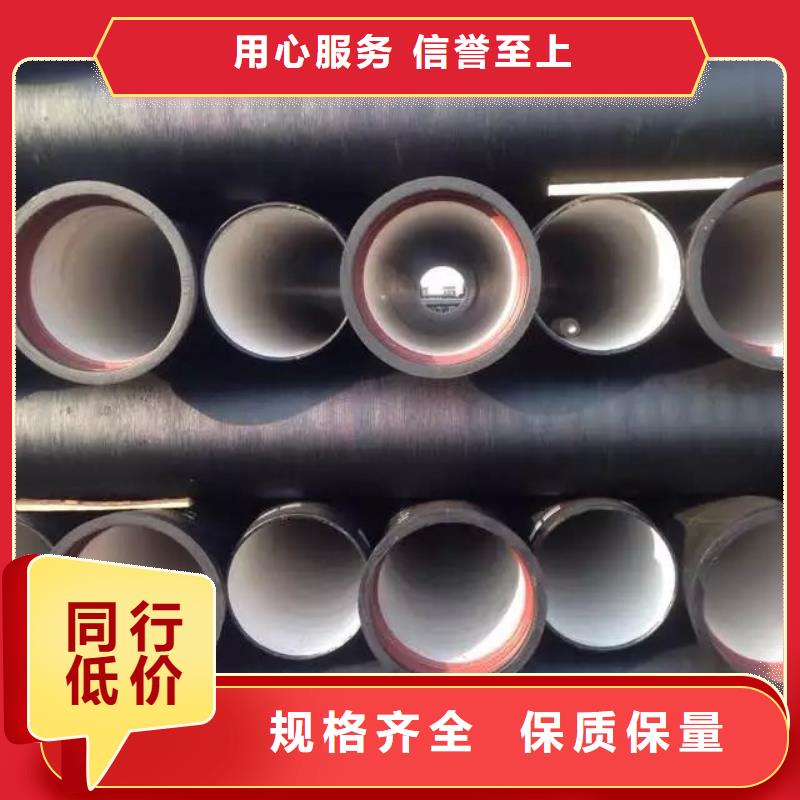
在插口外表面用白漆噴涂插入標記,按GB/T13295-2013標準進行。球墨鑄鐵管及管件每個承口提供配套膠圈,并按膠圈總數的1%提供備用量,其報價應含在投標總價中。管子出廠自帶內襯水泥砂漿和環氧涂料、外壁涂瀝青,內襯水泥符合ISO4179標準,外涂瀝青符合ISO8179標準,內襯環氧涂料符合ISO 16132-2004。檢測項目、檢驗方法、檢驗規則按GB/T13295-2013標準進行。 1.6 球墨鑄鐵管管件 管件的規格尺寸以及質量要求執行GB/T13295-2013標準。新球墨鑄鐵管質量控制標準 球墨鑄鐵管設計內防腐采用采用水泥砂漿內襯環氧涂料。外防腐采用噴鋅并涂覆瀝青防腐漆。金屬鋅噴涂的厚度應不小于130g/㎡,金屬鋅的含鋅量至少為99.95%。 1.1 技術要求 1.2 執行標準 GB/T13295-2013《水及燃氣管道用球墨鑄鐵管、管件和附件》;管件內襯水泥砂漿,外噴鍍鋅瀝青,分別執行ISO4179和ISO8179標準。內村環氧密封層符合ISO 16132-2004標準 .自錨管符合GB/T13295-2013《水及燃氣管道用球墨鑄鐵管、管件和附件》檢測方法、檢驗規則、尺寸、外形、重量及允許偏差、標志、包裝、質量證明、運輸和貯存及技術要求等均按GB/T13295-2013標準執行。 1.3力學性能 管子采用離心鑄造工藝生產,并且必須經過退火處理,力學性能。 接口采用滑入式T型接口、自錨式接口,尺寸符合GB/T13295-2013標準的規定。 有效長度L=6000mm,壓力等級分別采用K9。 3.鑄鐵管的端面應與軸線相垂直。 管道規格尺寸及允許偏差應符合GB/T13295-2013的規定。 重量驗收:按標準計算,標準質量公差允許誤差為±3%。
產品案例
公司實力
球墨管球化劑在使用之前,必須存放在室內干燥,使用者在使用半小時前取用;用后剩余部分重新放回室內干燥球化包鐵水量及球化劑的加入比例 球化包的選用視離心機澆注管子的規格而定;球化的鐵水量,每包應預先估量或稱量一次確定球化劑的加入量,同時參考被球化鐵水的原始含硫量一般參照如下 原鐵水硫含量 球化劑加入鐵水球化處理操作中頻爐內鐵水應扒凈熔渣,以防流入球化包內參與球化反應球化前鐵水成分滿足2.4.1條規定; 球化包使用前應烘烤至紅熱狀,并用高溫鐵水燙包,湯包鐵水停留時間不得低于5分鐘,球化包包體不得見到冒水汽狀球化包內堤壩磚高度不得低于120mm,不得破損,包嘴、包壁、包口不得嚴重結渣,以妨礙鐵水與合金進行反應;球化包的高度與直徑比大于1.5-2.0包內加入球化劑之前,應檢查包內無存殘留鐵水球化劑經稱量后,必須全部添加至包底堤壩的一側,攤平搗實,并在球化劑上面覆蓋鐵屑或鐵板,以提高合金的吸收率;加完球化劑及覆蓋劑后立即進行球化處理球化包被吊至中頻爐前,開始出鐵球化,注意出爐鐵水應沖向包內無球化劑一側,禁止出爐鐵水流直接沖到球化劑;出鐵開始時快速大鐵流,當達到總鐵水量的三分之二至四分之三時,停頓5-10秒,待反應減緩后再補足剩余鐵水球化反應結束后,立即在鐵水表面撒聚渣劑,并快速扒凈鐵水表面浮渣,至少扒兩次;鐵水表面覆蓋后送往離心機澆注,同時取樣球化處理后的鐵水應取樣分析,取樣在包內鐵水液面以下150-200mm深度取樣球化后鐵水成分 包球化鐵水取樣及分析結果要迅速完成,以此指導下一包球化操作,以此類推,一一對應球化后的鐵水應在15分鐘之內澆完,以防球化衰退而產生廢品。
河北保定球墨鑄鐵管生產廠家企業文化:以誠待人、以質服人。 球墨鑄鐵管企業河北保定球墨鑄鐵管生產廠家
蓮池球墨管聯系,球墨鑄鐵管生產廠家(保定分公司)為您提供蓮池球墨管聯系產品案例,聯系人:徐經理,電話:18866397639、18866397639,QQ:125455833,發貨地:流亭工業園鑫山路一號。










