


以下是:河北省保定市拉筐掛架件拋光供應中大型的產品參數
產品參數 產品價格 1 發貨期限 電議 供貨總量 電議 運費說明 電議 處理材質 不銹鋼、銅鋁、鈦材、鋼鐵 生產場地 江蘇省鎮江市 類型 來料加工、電解拋光設備、電解拋光液 處理效果 鏡面效果 可定制 是 生產周期 2個工作日 是否批發 是 范圍 拉筐掛架件拋光供應中大型供應范圍覆蓋河北省 保定市 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區等區域。 【】業務覆蓋多領域場景,主營秦皇島不銹鋼電解拋光可零售可批發、邯鄲不銹鋼電解拋光專業按需定制、邢臺不銹鋼電解拋光重信譽廠家、承德不銹鋼電解拋光廠家直銷售后完善、廊坊不銹鋼電解拋光優選廠商、衡水不銹鋼電解拋光產品參數、淶水不銹鋼電解拋光采購、博野不銹鋼電解拋光應用領域等產品服務。在河北省保定市采購拉筐掛架件拋光供應中大型請認準電解拋光設備廠(保定市分公司)szddjs29161-76,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:姚師傅-【18014996427】,地址:丹徒區谷陽千里新村1棟一樓)。 河北省,保定市 元至元十二年(1275年),改順天路為保定路,保定之名自此始,取永保安定之意。保定自古是“北控三關,南達九省,地連四部,雄冠中州”的通衢之地,歷來為京畿重地和“首都南大門”。明洪武元年(1368年),改“保定路”為“保定府”,此為保定設府之始。清代,保定為直隸總督駐地。截至2022年10月,保定市轄4市(定州為省直管試點)、5區、12縣(不含雄安新區)和2個開發區。截至2019年12月,保定市有世界文化遺產1處(清西陵),全國重點文物保護單位69處,其中市區有直隸總督署、古蓮花池等文物古跡;有AAAAA級景區白洋淀、野三坡、白石山、清西陵。
以下是拉筐掛架件拋光供應中大型的現場實拍視頻,讓您更好地了解產品的優點和特點不容錯過。
以下是:河北保定拉筐掛架件拋光供應中大型的圖文介紹
河北保定電解拋光設備廠常年庫存 不銹鋼電解拋光充足,憑借雄厚的實力,豐富齊全的 不銹鋼電解拋光規格品種,完善的質量保證,合理的價格,優質的服務,不斷地受到新老用戶及業內人士的肯定和信任,我們本著及用戶之所及,想用戶之所想的服務宗旨不斷地拼搏,進取,在此對多年來支持我們的各行各業的新老朋友表示由衷的感謝,愿我們今后的合作更加愉快!
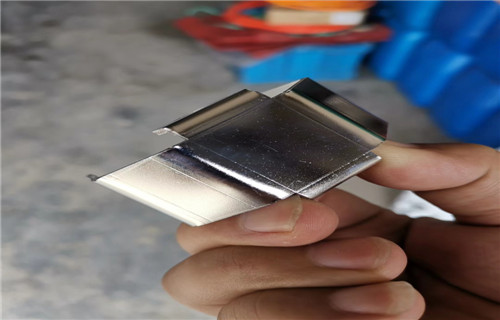
1、不銹鋼電解拋光
不銹鋼電解拋光工藝是一種利用電解化學反應變化使不銹鋼零件表面平整光潔的拋光工藝的統稱。該拋光方式一般以被拋工件為陽極,不溶性金屬為陰極,兩極同時浸入到電解槽中,通以直流電而產生有選擇性的陽極溶解,工件表面逐漸整平,從而達到工件增大表面光亮度的效果。不銹鋼電解拋光工藝一般要經過除油、除銹、電解拋光、中和、鈍化、包裝等工序,并且在除油
、除銹、電解拋光、中和、鈍化工序間經過水洗工序。不銹鋼電解拋光對電解拋光液一般都是有著嚴格的要求,不同材質的不銹鋼使用的電解拋光液也不一樣,同一種拋光液應用在不同的不
銹鋼材料,得到的拋光效果也不一樣。
2、機械拋光
機械拋光是靠切削、材料表面塑性變形去掉被拋光后的凸部而得到平滑面的拋光方法,一般使用油石條、羊毛輪、砂紙等輔料展開拋光工作。機械拋光在不銹鋼模具拋光工藝中的應用一般是起到增加不銹鋼的清潔衛生程度作用。
3、化學拋光
化學拋光是靠化學試劑的化學浸蝕作用對樣品表面凹凸不平區域的選擇性溶解作用磨痕、浸蝕整平的一種方法。化學拋光設備簡單,能夠處理細管、帶有深孔及形狀復雜的零件,生產效率高。化學拋光也是不銹鋼模具拋光工藝中為常用的拋光方法。其對鋼鐵零件,尤其是低碳鋼常常有著較好的拋光效果。
用法:原液使用,鉛版做陰極(負極),工件做陽極(正極),溫度60-80度,電流密度15-50安培平方分米,電壓10伏左右,時間5分鐘。工藝流程:化學除油→熱水洗→冷水洗→電解拋光→
熱水洗→冷水洗→鈍化→冷水洗→熱水洗→熱純水洗 注:可根據實際情況,調整部分工藝流程。
優缺點
優點
1:內外色澤一致,光澤持久, 機械拋光無法拋到的凹處也可整平。2:生產效率高,成本低廉。可大批量制備樣品
3:增加工件表面抗腐蝕性,可適用于所有不銹鋼材質。
缺點
1:電解拋光的質量與電解液以及電流與電壓的規范有關。要摸索不同的拋光參數,而影響電解拋光的參數較多,不易找到正確的電解拋光參數。2:對于鑄鐵及夾雜物等試樣,較難獲得良好的結果。
3:電解液組成復雜,使用時需要注意操作。
4.為什么工件拋光后不光亮并呈灰暗色?
分析原因:可能電化學拋光溶液已不起作用,或作用不明顯。
不銹鋼條解決方法:檢查電解拋光液是否使用時間過長,質量下降,或溶液成分比例失調。
5.工件拋光后表面有白色的條紋是怎么回事?
原因分析:溶液相對密度太大,液體太稠,相對密度大于1.82。
解決方法:增大溶液的攪拌程度,如果溶液相對密度太大,用水稀釋至1.72。在90~100℃條件下并加熱一小時。
6.為什么拋光后表面有陰陽面,及局部無光澤的現象?
原因分析:工件放置的位置沒有與陰極對正,或工件互相有屏蔽。
解決方法:將工件進行適當的調整,使工件與陰極的位置適當,使電力分布合理。
今年在河北省保定市購買拉筐掛架件拋光供應中大型有了新選擇,電解拋光設備廠(保定市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的拉筐掛架件拋光供應中大型產品。如需購買或咨詢,請隨時聯系我們,聯系人:姚師傅-【18014996427】,地址:丹徒區谷陽千里新村1棟一樓。








