
以下是:河北省保定市高碑店埋地飲水DN1100螺旋鋼管廠家施工的產品參數
產品參數 產品價格 200/米 發貨期限 物流 供貨總量 現貨 運費說明 2天 名稱 螺旋焊管 材質 碳鋼、合金、管線鋼 規格型號 219-3820 防腐 可根據客戶要求加工 保溫 可根據客戶要求加工 范圍 高碑店埋地飲水DN1100螺旋鋼管施工供應范圍覆蓋河北省 保定市 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區等區域。 高碑店埋地飲水DN1100螺旋鋼管廠家施工,全通管道(保定市分公司)quantong29995-76為您提供高碑店埋地飲水DN1100螺旋鋼管廠家施工的資訊,聯系人:王經理,發貨地:鹽山縣城南經濟技術開發區。 河北省,保定市 2022年,保定GDP為3880.3億元。(不含雄安新區及定州市)
想要一睹高碑店埋地飲水DN1100螺旋鋼管廠家施工產品的風采嗎?別猶豫,我們的視頻將帶您領略產品的每一個精彩瞬間,從細節中感受品質,從畫面中捕捉魅力。
以下是:高碑店埋地飲水DN1100螺旋鋼管廠家施工的圖文介紹
大口徑螺旋焊管的主要檢測方法以探傷檢測為主。采用機焊 和人工焊相結合的方法。 焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一 般強度低于無縫鋼管。20 世紀 30 年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了 無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管鋼材均來自萊鋼、首鋼、包鋼、邯鋼、冶鋼、唐鋼、酒鋼、萊鋼、安鋼、龍鋼馬鋼等質量有保證的鋼廠,均符合國 標標準。 焊接鋼管采用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管。因其焊接形式的不同分為直縫焊 管和螺旋焊管兩種。
Q235B螺旋焊接鋼管價格表螺旋鋼管原材料到達工廠后首先要進行的一項檢測就是鋼板的抗拉試驗,抗拉測試通俗的來說就是把原材料拉至快要斷時承受的*應力,鋼板屈服到一定程度后,由于內部晶粒重新排列,其抵抗變形能力又重新提高,此時變形雖然發展很快,原材料測試設備是材料試驗機,但卻只能隨著應力的提高而提高,直至應力達*值。做抗拉試驗一方面檢驗了原材料的質量,另一方面對于自已生產的螺旋鋼管也有了保證,現在有些原材料供應商拼價格,導致質量大幅下滑,直接導致螺旋鋼管的質量不保,更影響公司的聲譽,所以生產廠家必須要測一測,試一試。對于目前對螺旋鋼管生產高標準要求,各生產廠家對生產設備都有了大幅提高,生產國標標準螺旋鋼管要想把合格率提高到98%及以上,必須用先進設備,做為先進設備必須帶有銑邊機,因為現階段我國螺旋鋼管焊接都是雙面埋弧焊焊接,為了保證焊接效果理想,銑邊機起了不可估量的作用,銑邊機主要工作就是把原材料兩邊給弄整齊,再就是把焊接處弄成利于焊接的V字型,自動埋弧焊焊接螺旋鋼管起來氣孔少,焊透率高,夾雜少,給修補螺旋鋼管的工人帶來了極大的便利,螺旋鋼管外表面基本無補焊,無錯邊。
河北保定鹽山全通管道有限公司從事 螺旋鋼管生產加工已有十余年。 生產基地占地20000多平米,其中廠房面積15000平米。以卓越的品質、精湛的制作工藝及流行的設計風格,贏得了消費者的認可和信賴。
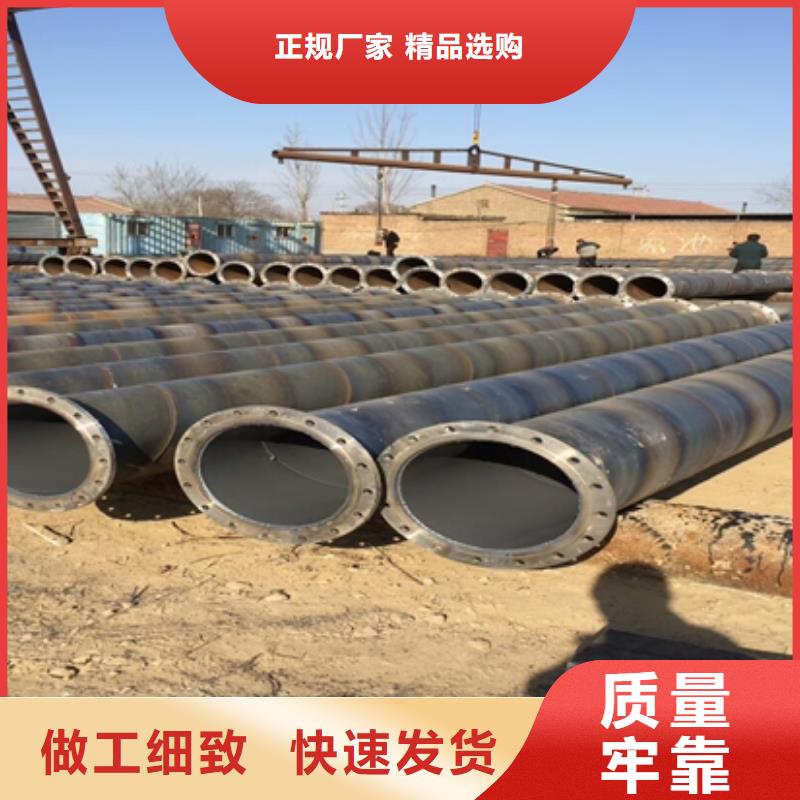
螺旋焊接鋼管廢品又分為內廢和外廢兩種。內廢指在鑄造廠內或鑄造車間內發現的廢品螺旋鋼管;外廢指螺旋鋼管在交付后發現的廢品,通常在機械加工、熱處理或使用過程中才顯露出來,其所造成的經濟損失遠比內廢大。為減少外廢,成批生產的螺旋鋼管在出廠前*抽樣進行試驗性熱處理和粗加工,盡可能在螺旋鋼管廠內發現潛在的螺旋鋼管缺陷,以便及早采取必要的補救指施。螺旋焊接鋼管廠家生產工藝具有許多優點:一是可以利用同一寬度帶鋼生產不同直徑鋼管;二是成型易于調整,更換規格方便,既適合于大批量制造,又適合小批量制造;三是生產過程易于實現機械化、自動化、連續化。這是螺旋埋弧焊鋼管早期能夠得一發展并能控制市場的主要原因。1.螺旋縫埋弧焊生產線介格遠低于埋弧焊直縫鋼管生產線,成品鋼管相對價格也低于埋弧焊直縫鋼管。2.可以利用同一寬度帶鋼生產不同直徑鋼管;害怕型易于調整,更換規格方便,即適合于大批量制造,又適合于小批量制造,生產過程易于實現機械化、自動化和連續化。3.可生產螺旋縫焊鋼管規格直徑從Ф219至3620mm,甚至可以達到2540mm。埋弧焊直縫鋼管直徑受板寬的制約較有明顯。4.螺旋縫焊鋼管的焊縫壁開了主應力方向,鋼管受內壓后,主應力為環向應力,螺旋焊縫與軸線形成的夾角為45度,避開了主應力,而直縫焊鋼管主應力正好垂直于焊縫。5.鋼管順軋制方向的沖擊韌性*,而垂直軋制方向沖擊韌性*,兩者相差數倍。螺旋縫焊鋼管韌性的薄弱環節避開了主應力,但直縫鋼管的韌性薄弱環節正好是主應力作用的部位。
螺旋鋼管管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,*終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。阻抗器是一個或一組螺旋鋼管專用磁棒,阻抗器的截面積通常應不小于鋼管內徑截面積的70%,其作用是使感應圈、管坯焊縫邊緣與磁棒形成一個電磁感應回路,產生鄰近效應,渦流熱量集中在管坯焊縫邊緣附近,使管坯邊緣加熱到焊接溫度。阻抗器用一根鋼絲拖動在管坯內,其中心位置應相對固定在接近擠壓輥中心位置。開機時,由于管坯快速運動,阻抗器受管坯內壁的磨擦而損耗較大,需要經常更換。目前對螺旋鋼管生產高標準要求,各生產廠家對生產設備都有了大幅提高,生產國標標準螺旋鋼管要想把合格率提高到98%及以上,必須用先進設備,做為先進設備必須帶有銑邊機,因為現階段我國螺旋鋼管焊接都是雙面埋弧焊焊接,為了保證焊接效果理想,銑邊機起了不可估量的作用,銑邊機主要工作就是把原材料兩邊給弄整齊,再就是把焊接處弄成利于焊接的V字型,自動埋弧焊焊接螺旋鋼管起來氣孔少,焊透率高,夾雜少,給修補螺旋鋼管的工人帶來了極大的便利,螺旋鋼管外表面基本無補焊,無錯邊。
隨著科學技術的不斷進步,我國的鋼管生產工藝也有了明顯的,當前,常見的鋼管主要有兩種形式,分別是焊接鋼管和無縫鋼管。由于焊接鋼管的造價明顯低于無縫鋼管,所以一些商家為了謀取更多的經濟利益, 對焊接鋼管進行加工,進而冒充無縫鋼管,然后將其流入市場進行銷售,造成市場的混亂。從外表觀看加工處理的焊接鋼管并不能有效辨別,一旦在工程建設過程中,應該采用無縫鋼管的卻運用了焊接鋼管,將導致氣體或者液體泄露,嚴重者還容易引發,所以必須辨別焊接鋼管和無縫鋼管,從而確保工程質量。
螺旋鋼管的斷裂情況有幾種呢,根據材料破壞后的情況防腐鋼管和金屬材料的斷裂大致相同分為三種類型,即:解理斷裂,洞生反型斷裂,滑移面分離斷裂。其中都是剪切型斷裂。解理斷裂的斷面嚴格沿晶體中某?品面分離,該晶面稱為解理面。沿這個晶面斷裂時,理論斷裂強度低,且由式確定。決定解理面的因素有比表面能y,該晶面的面間距山以及沿法線方向的彈性模量。解理斷裂幾乎不伴有塑性變形,是一種脆性斷裂,出現在體心立方、密排六方金居中。面心立方金屬一般不會發生解理斷裂。對本質L屬延性材料的金屆,剪切斷裂是其主要的斷裂機制。如防腐鋼管合金中的第二相顆粒對滑移起阻礙作用,增大了對塑性變形的抵抗;當塑性變形增大時,第二相顆粒與基體界面發生剝昂,產生微小洞;洞的形成、長大與合并便形成了剪切斷面。對于高純度金屬,出于不存在第二相顆粒,雙金屬耐磨復合鋼管因此不會產:生微小孔洞、沿移的結果僅僅仗得表面積不斷增大,后形成滑移面分離的斷面。防腐鋼管旋壓復合技術是在專用設備控制下,復壓輪旋轉與內襯管摩擦產生熱能,迅速達到不銹鋼軟化點,壓輪向外擠壓使外管發生彈性變形,二者產生過盈配合,實現緊密結合。從金屆組織學的角度看,斷裂又分為穿晶斷裂和沿品斷裂。
高碑店埋地飲水DN1100螺旋鋼管廠家施工,全通管道(保定市分公司)為您提供高碑店埋地飲水DN1100螺旋鋼管廠家施工產品案例,聯系人:王經理,發貨地:鹽山縣城南經濟技術開發區。










