



想要知道聲測管【石油裂化管】來圖加工定制產品如何?看視頻就知道!看視頻,選產品更明智!
以下是:聲測管【石油裂化管】來圖加工定制的圖文介紹


聲測管焊接是兩種材料的連接,通過在材料熔化溫度以上加熱來實現。聲測管焊接技術有激光聲測管焊接、固態聲測管焊接和電弧聲測管焊接。
在電弧聲測管焊接中,兩塊用電弧熔化母金屬部件和填充材料。重要的是要知道這三種材料的成分,才能計算出預期的焊道的終成分。
聲測管焊接材料,如棒或線材,與加入的材料相比豐富,以補償熔融焊道中的稀釋效應。從理論上講,焊縫將有一個混合組成,約70%來自填料和30%來自母材(15%來自每兩個母材加入)。例如,如果你兩金屬部件聲測管焊接在一起,我們可以預期,焊縫的終組成將由70%電極桿填料,15%母材(PMA),從母材B 15%(PMB)。根據應用程序,了解焊縫的材料化學是重要的,以確保其具有正確的機械性能或耐腐蝕性。同樣重要的是要注意,實際材料和焊縫類型會影響焊道的化學性質。
在電弧聲測管焊接中,兩塊用電弧熔化母金屬部件和填充材料。重要的是要知道這三種材料的成分,才能計算出預期的焊道的終成分。
聲測管焊接材料,如棒或線材,與加入的材料相比豐富,以補償熔融焊道中的稀釋效應。從理論上講,焊縫將有一個混合組成,約70%來自填料和30%來自母材(15%來自每兩個母材加入)。例如,如果你兩金屬部件聲測管焊接在一起,我們可以預期,焊縫的終組成將由70%電極桿填料,15%母材(PMA),從母材B 15%(PMB)。根據應用程序,了解焊縫的材料化學是重要的,以確保其具有正確的機械性能或耐腐蝕性。同樣重要的是要注意,實際材料和焊縫類型會影響焊道的化學性質。






聲測管應該施工應該注意的地方聲測管是工程用件,那么就應該注意聲測管的使用方法的正確性,那么今天就大家一起談一下。1⑴用地質巖芯鉆桿配合鉆頭進行反復掃孔支護聲測管外露多長,浮渣,確保孔徑、孔深符合要求,防止堵孔。⑵用高壓風從孔底向孔口清理鉆渣。。⑶鉆機定位:鉆機要求與已設定好的孔口管方向平行,必須核定鉆機支護聲測管外露多長位置。用經緯儀、掛線、鉆桿導向相結合的方法,反復調整,確保鉆機鉆桿軸線與孔口管軸線相吻合。2⑴為了便于安裝鋼管,鉆頭直徑采用Φ120mm。⑵巖質較好的可以一次成孔。鉆進時產生坍孔、卡鉆時,需補注漿后再鉆進。⑶鉆機開支護聲測管外露多長鉆時,應低速低壓,待成孔1m后可根據地質情況逐漸調整鉆速及風壓。⑷鉆進過程中經常用測斜儀測定鉆桿位置,并根據鉆機鉆進的狀態判斷成孔質量,及時處理鉆進過程中出現的事故。⑸鉆進過程中確保動力器、扶正器、合金鉆頭按同心圓鉆進。⑹認真作好鉆進過程的原始記錄,及時對孔口巖屑進行地質判斷、描述,作為洞身開挖時的地質預測預報參考資料,從而指導洞身開挖。




旺宇鋼鐵(保定市分公司)位于河北保定經濟區,注冊資金300萬元,成立于2011年,以雄厚的技術實力為基礎,專注精耕于 無縫鋼管,并集研發、銷售、服務為一體高新技術企業。 經過團隊多年辛勤耕耘,積j i加入了河北保定 無縫鋼管行業協會,成為 無縫鋼管會員單位,并通過了ISO9001:2008質量體系認證。


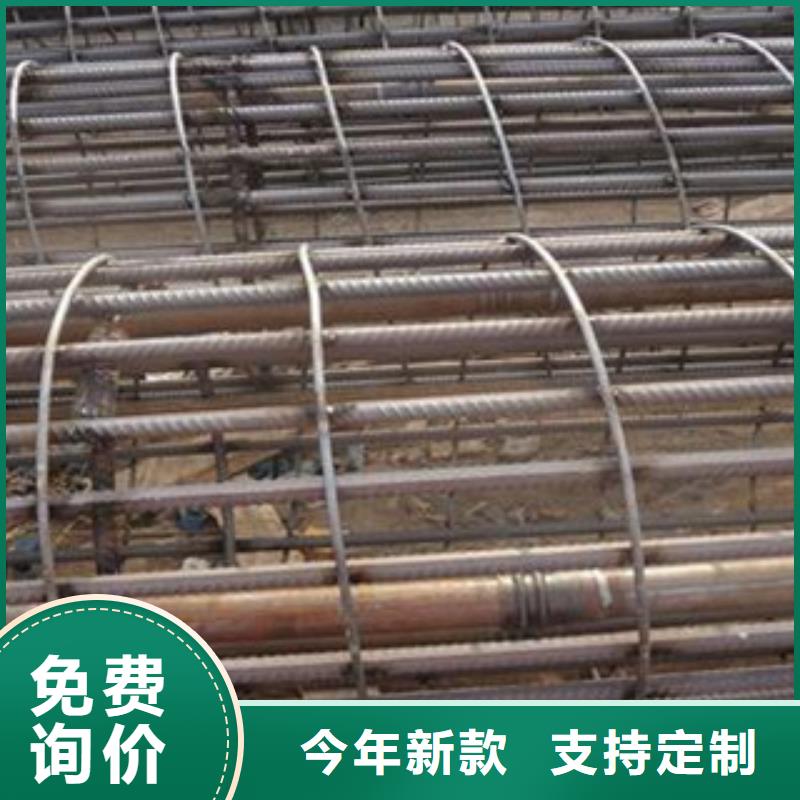
聲測管控制注漿抗滑復合結構及其快速施工方法一種聲測管控制注漿抗滑復合結構及其快速施工方法,由聲測管樁、樁間復合土體和管頂框架組成。管頂框架由鋼筋混凝土澆筑的橫梁與縱梁組成,固定在邊坡平臺或埋置在坡體內;聲測管管頂與框架內縱向受力鋼筋焊接,并整體澆注在框架梁內;聲測管樁之間土體由于劈裂注漿作用形成樁間復合土體。聲測管樁、樁間復合土體和管頂框架組成復合結構,共同抵御滑坡推力或土壓力。聲測管控制注漿抗滑復合結構相比傳統聲測管樁,顯著提高抗彎、抗剪能力,可抵御較大的滑坡推力或土壓力;同時具備施工迅速、機械化程度高、對邊坡擾動小、雨季施工方便等優點,是一種極具發展前途的新型邊坡加固技術。





聲測管是專門用于超聲檢測市場可靠的系統,是一堆超聲檢測探頭的成樁內部通道。
他是樁基超聲波檢測系統的重要組成部分,其在樁內嵌入模式和布局模式的橫截面,直接影響檢測功能。所以我們需要檢測到設計時,聲測管的布局和嵌入的標準圖紙,在施工中應嚴格控制預埋質量。
聲測管一般用鋼筋籠分段安裝,每段之間的接頭可以通過螺紋套筒或套管焊接連接。但無論是什么樣的聯合調度方案必須確保高靜水壓下不漏漿,在界面應保持光滑,無焊渣,毛刺和凸起的異物,使移動檢測探頭。同時,聲測管底應密封,在橡膠中的應用包括頂管密封安裝,避免異物進入造成的內部孔隙堵塞聲管。
他是樁基超聲波檢測系統的重要組成部分,其在樁內嵌入模式和布局模式的橫截面,直接影響檢測功能。所以我們需要檢測到設計時,聲測管的布局和嵌入的標準圖紙,在施工中應嚴格控制預埋質量。
聲測管一般用鋼筋籠分段安裝,每段之間的接頭可以通過螺紋套筒或套管焊接連接。但無論是什么樣的聯合調度方案必須確保高靜水壓下不漏漿,在界面應保持光滑,無焊渣,毛刺和凸起的異物,使移動檢測探頭。同時,聲測管底應密封,在橡膠中的應用包括頂管密封安裝,避免異物進入造成的內部孔隙堵塞聲管。

