


為您精心制作的不銹鋼管不銹鋼無縫管實拍展現產品視頻已準備就緒,展示產品的各項功能和特點。請您抽出片刻時間觀看,相信一定會給您帶來意想不到的驚喜。
以下是:不銹鋼管不銹鋼無縫管實拍展現的圖文介紹

結構管
恒金屬材料銷售
有限公司(保定分公司)
結構管的圖文介紹
專業廠家誠信廠家

恒金屬材料銷售 有限公司(保定分公司)是專業的 結構管生產廠家,公司位于北辰區雙街鎮京津路西(北方實業發展有限公司內)。我廠實力雄厚、秉承“誠信服務,至上”的原則,以質量di yi,用戶至上的原則贏得了廣大客戶的信任。我廠專注于打造 結構管的領先品牌的宗旨,多年來虛心聽取多方意見,嚴把產品質量關。請您及時給我們指正,真誠期待您的寶貴意見。





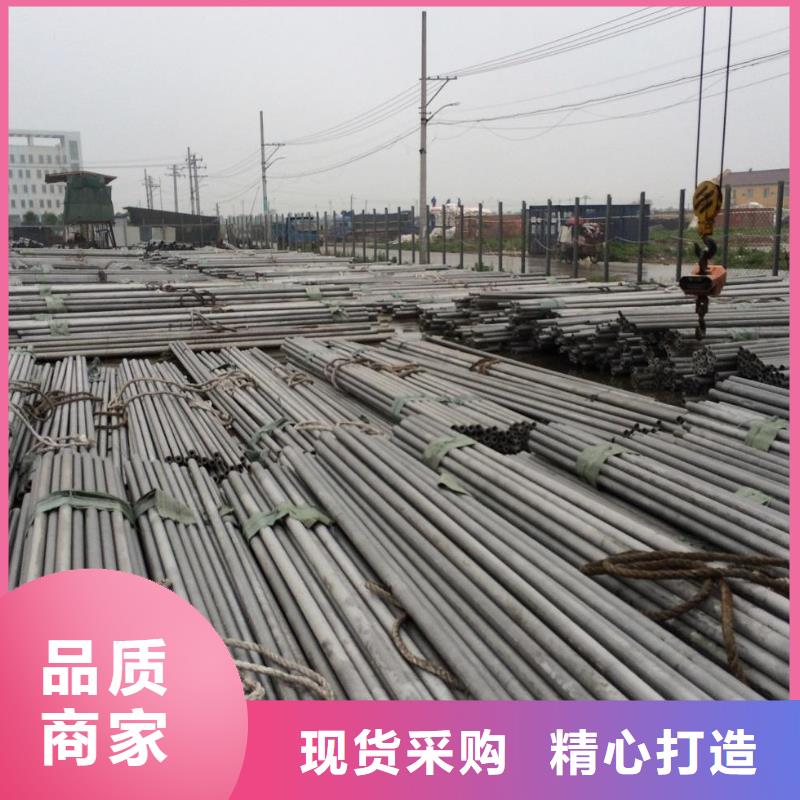
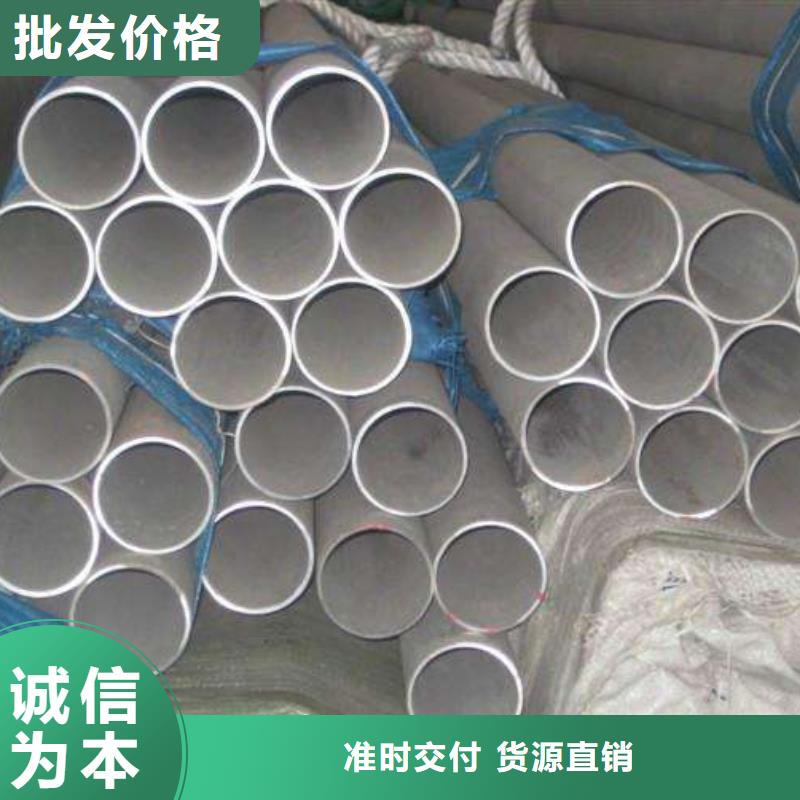
產品實拍圖
PRODUCT REAL SHOT DISPLAY


鏡面不銹鋼管洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是測量壓痕的深度。洛氏硬度試驗是當前應用很廣的方法,其中HRC在鋼管標準中使用僅次于布氏硬度HB。洛氏硬度可適用于測定由極軟到極硬的金屬材料,它彌補了布氏法的不是,較布氏法簡便,可直接從硬度機的表盤讀出硬度值。但是,由于其壓痕小,故硬度值不如布氏法準確。鏡面不銹鋼管知識擴展: 鏡面不銹鋼管冷成形要求:由于鏡面不銹鋼管具有很高的抗拉強度和硬度,其抵抗變形的能力較高,在筒體、封頭冷成形過程中需要的彎曲作用力就要大得多;另外,冷塑性形變會惡化雙相不銹鋼的耐應力腐蝕性能,因此建議鋼板的變形率超過10%時,成形后應對其進行固溶處理。鋼板變形率:ε=1.5δ/2R(2)式中 δ———鋼板的名義厚度,mm; R———鋼板彎曲變形后的中性半徑,mm。固溶處理后再進行金相檢驗,對于鏡面不銹鋼管鐵素體含量50%~55%為 。鏡面不銹鋼管強度高,表面應力大,成形作用力大,表面缺陷容易誘發開裂;因此材料表面應做表面檢測,并表面缺陷。鐵素體相會使工件冷成形仍具有方向性,成形后直邊余量不等,建議下料尺寸應比不銹鋼略大。 熱成形要求 鏡面不銹鋼管熱加工成形過程中要控制好始壓溫度和終壓溫度,為了避免產生脆化現象,如鏡面不銹鋼管應在1230~1025℃范圍內進行熱成形操作,熱成形后立即進行固溶處理。如果熱成形的溫度太低,變形就會聚集在較弱而且塑性較差的鐵素體,結果造成鐵素體在變形區的嚴重開裂。如果熱成形的溫度太高,則鐵素體變得非常軟且可能發生熱撕裂。實際的熱成形應在給定的溫度范圍進行,因為鐵素體和奧氏體都有良好的熱塑性;因此熱成形工藝中控制溫度范圍及溫度均勻是一個難點。 2507不銹鋼熱成形操作中應注意以下幾點: (1)由于雙相不銹鋼室溫強度高,扭曲變形的產品再成形或矯直比奧氏體不銹鋼困難,因此在固溶溫度下,對薄壁、大口徑工件設置足夠的支撐十分必要。 (2)475℃脆化區一般會在350~525℃溫度范圍內出現,因此熱成形操作中嚴格禁止在此溫度范圍內作業。 (3)坯料加熱出爐后溫度下降迅速,散熱快,很快可達脆化區;因此出爐至成形時間應盡量縮短,封頭成形后脫模溫度不應低于950℃。熱成形過程中建議對溫度進行嚴格監控。 (4)坯料在加熱過程中,當溫度低于600℃時可以適當減小加熱速率,溫度升至800℃左右時加熱速率可以適當提高。 (5)由于熱成形會使材料金相失去相平衡,進而影響材料的力學性能和耐腐蝕性能。熱成形后應立即進行固溶熱處理。




