



激光打孔是通過高功率密度
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
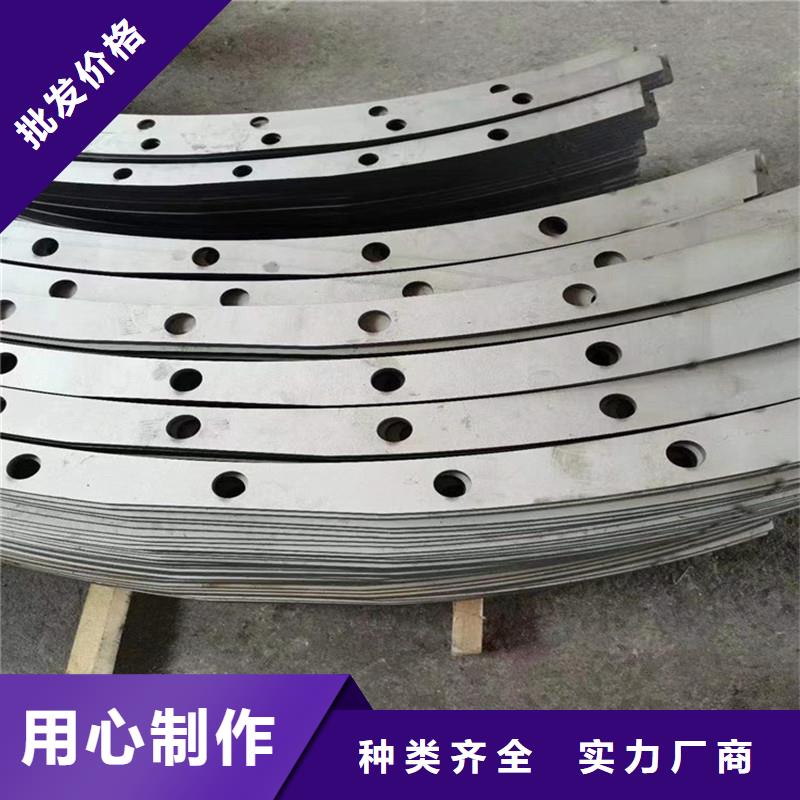
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打為保持切割穩定,應保持板材厚度方向氧氣流動的純度和壓力恒定。在傳統的激光切割工藝中,經常使用常見的錐形噴嘴,可以滿足薄板切割的要求。但在切割厚板時,隨著供氣壓力的增加,噴嘴流場容易形成激波,對切割過程有很多危害,降低氧氣流量的純度,影響切割質量。
有三種方法可以解決這個問題
(1)在切割氧流周圍加預熱火焰。
(2)在切割氧流周圍添加輔助氧流。
(3)合理設計噴嘴內壁,改善流場特性。
激光切管是如何獲得成果?
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
激光切割是基于激光束的。
激光在通信工程中經常被用到,因為它可以攜帶大量的信息,不會產生電磁干擾和信號泄漏。
當它應用于金屬切削時,它具有能量密度高、光束窄等優點。
激光切管機的優點之一是它可以比其他機器更快地進行復雜的切割。
例如在各種形狀和尺寸的鉆桿上鉆孔,切割各種圖形。
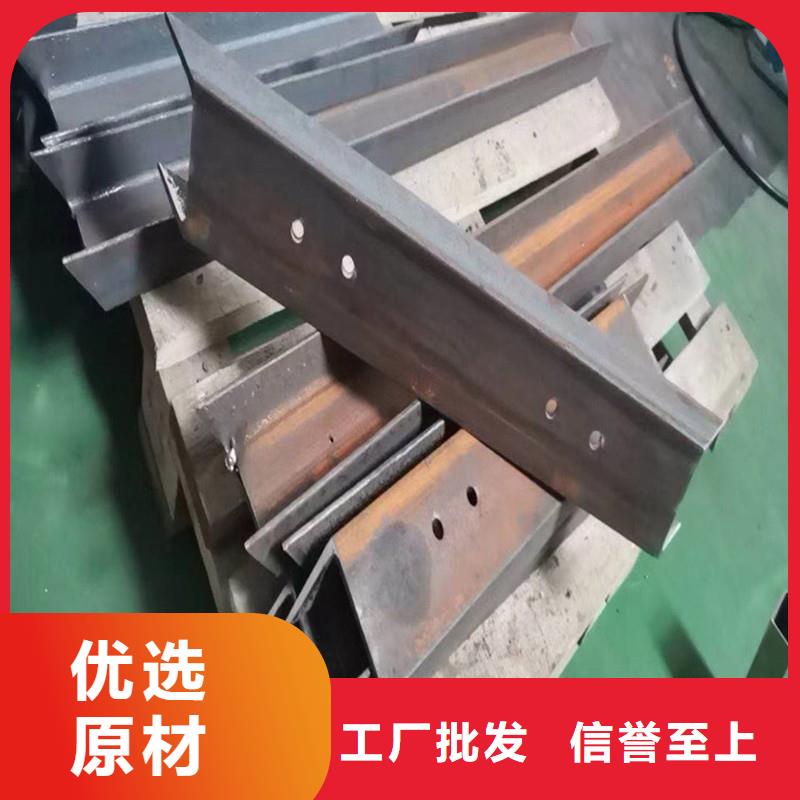
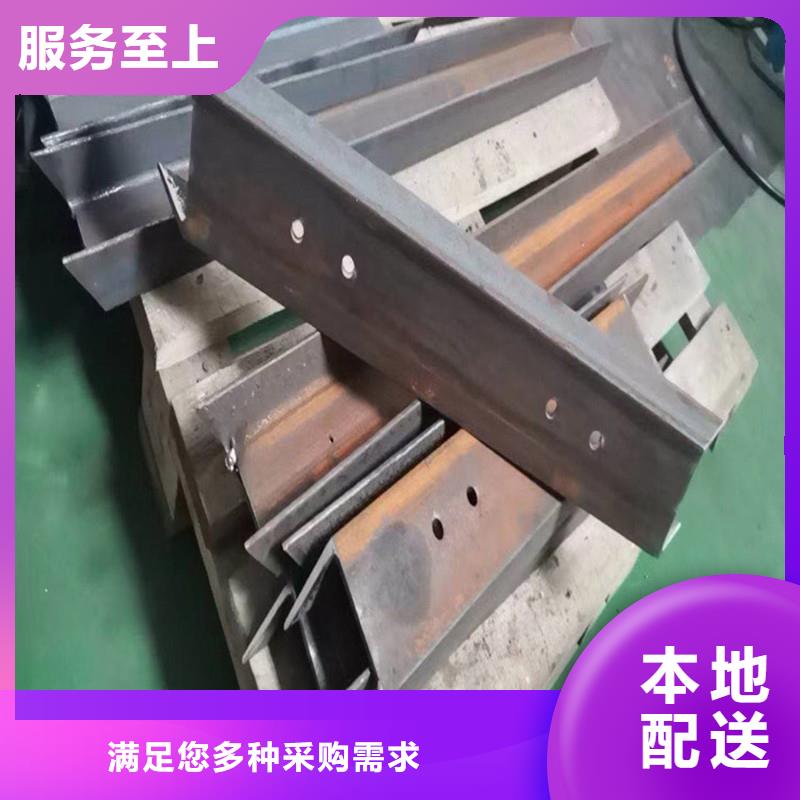
此外,激光切割管材可以提供良好的切割斷面,后續焊接等加工不需要做二次處理,也適用于薄壁和厚壁管材的切割。
激光管切割的區別在于切割的精度。由于現代激光切割機的改進,大大加快了小直徑管材的工業應用。






聯合的形式,有三種基本情況,即兩個不同的賤金屬的聯合,聯合相同的賤金屬,但不同的填充金屬(如聯合與奧氏體中碳調質鋼焊接的焊 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打接材料),
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
和復合金屬板的聯合。激光切管不同材料的焊接是將兩種不同的金屬焊接在一起,產生與母材具有不同性能和組織的過渡層。由于不同金屬在元素性能、物理性能和化學性能上存在顯著差異,不同金屬的焊接在焊接機理和操作工藝上要比相同材料復雜得多。
異種材料焊接存在的主要問題如下
1. 不同材料之間的熔點差異越大,越難焊接。
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
這是因為當低熔點的材料達到熔化狀態時,高熔點的材料仍處于固態。此時,熔化的材料容易滲透到過熱區晶界,造成低熔點材料的損失,合金元素的燃燒或蒸發,使焊接接頭難以焊接。例如,在焊接鐵和鉛時(熔點差別很大),兩種材料在固態時既不能相互溶解,在液態時也不能相互溶解。液態金屬呈層狀分布,冷卻后分別結晶。







