

以下是:貴州省畢節市圓管彎弧機-供應廠家的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 圓管彎弧機-供應供應范圍覆蓋貴州省 畢節市 貴陽市、遵義市、安順市、銅仁市、六盤水市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣等區域。 【中德科工】業務覆蓋多領域場景,主營貴陽液壓巖石分裂機選擇我們選擇放心、遵義液壓巖石分裂機通過檢測、六盤水液壓巖石分裂機省心又省錢、黔西南液壓巖石分裂機一站式采購方便省心、金沙液壓巖石分裂機現貨直供、織金液壓巖石分裂機敢與同行比質量等產品服務。圓管彎弧機-供應廠家_中德科工機械制造(畢節市分公司)zdkg201830015-76,固定電話:【15034137029】,移動電話:【15034137029】,聯系人:李金友愚公斧,小店區208國道東蒲村東蒲路1號。 貴州省,畢節市 畢節市歷史文化悠久。秦時,為蜀郡屬地。漢。為益州所轄。晉,屬益州、朱提郡。唐代,置牂牁、烏撒部。宋代,置羅氏鬼國轄烏撒部、毗那部。元代、明代,分屬水西宣慰司等部,清置大定府(州)。民國時期,為貴州省第四行政督察專員公署,中華人民共和國成立后設畢節專員公署,1970年,更名為畢節地區行政公署。2011年,撤銷畢節地區設立地級畢節市。
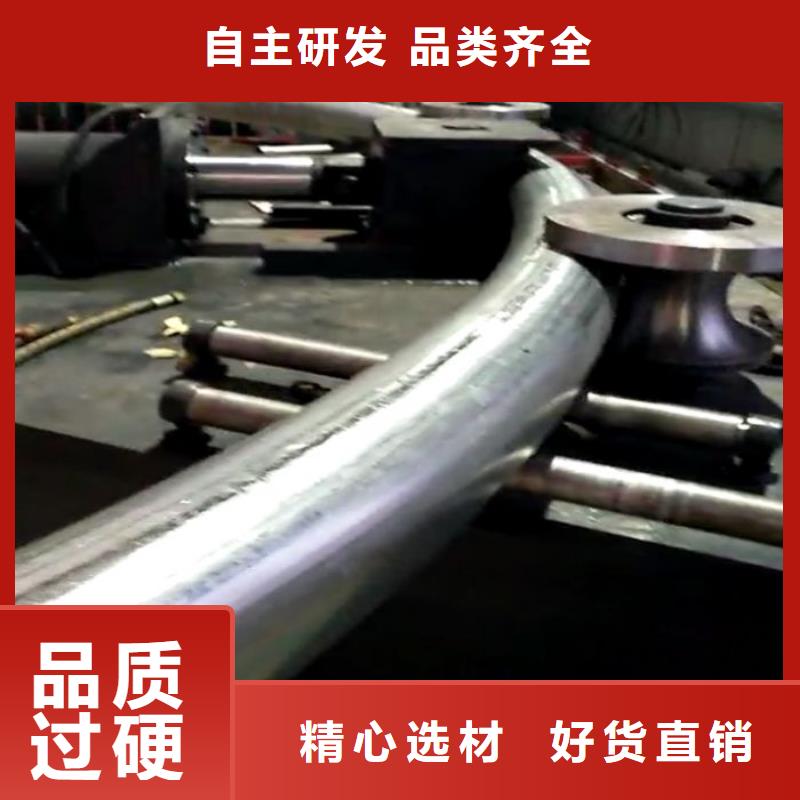
想一睹圓管彎弧機-供應廠家產品的真實風采嗎?視頻呈現更直觀,速來觀賞!以下是:貴州畢節圓管彎弧機-供應廠家的圖文介紹商品細節
安裝方法
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。適用場景
具體案例
貴州畢節中德科工機械制造有限公司堅持“誠信為本,信譽至上,服務用戶,回報社會”是我們的服務理念。我公司一貫堅持“質量至上,用戶至上,滿意服務,信守合同”的宗旨,憑借著高質量的產品,良好的信譽,滿意的服務。“學習,超越”是本公司的企業精神,我們將更加謹誠的致力于 液壓巖石分裂機事業,以百倍真誠的合作與廣大海內外客戶共榮發展,同創輝煌!
選購圓管彎弧機-供應廠家來貴州省畢節市找中德科工機械制造(畢節市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李金友愚公斧-【15034137029】,地址:[小店區208國道東蒲村東蒲路1號]。







