



想要了解酸洗磷化無縫鋼管_防腐鋼管專注品質產品的魅力?視頻為你揭曉答案!
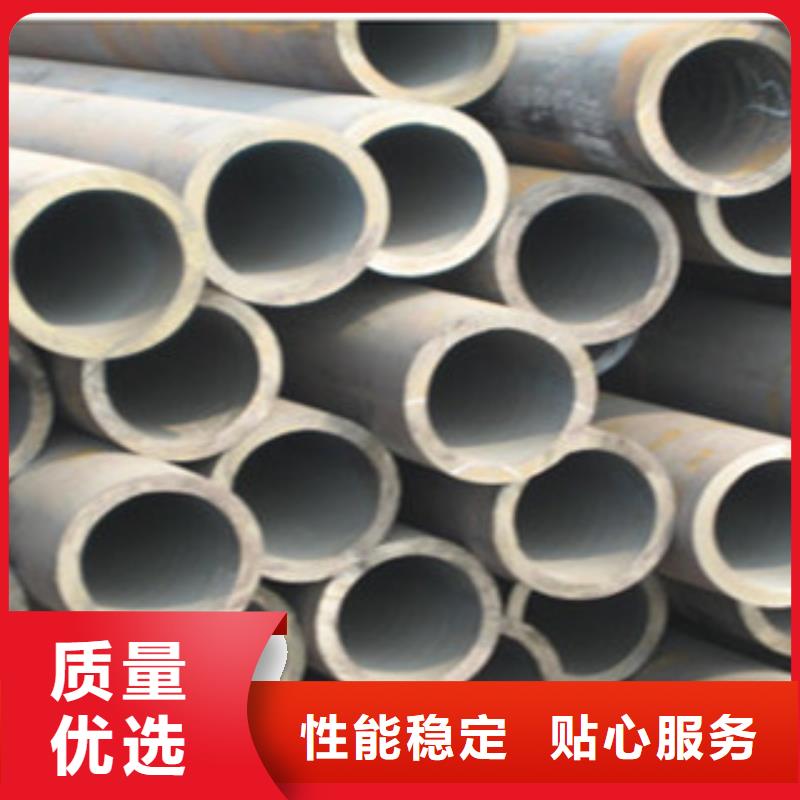
以下是:江蘇徐州酸洗磷化無縫鋼管_防腐鋼管專注品質的圖文介紹


酸洗磷化工藝流程:一般情況下,磷化處理要求工件表面應是潔凈 的金屬表面(二合一、三合一、四合一例外)。工件在磷化前必須進行除油脂、銹蝕物、氧化皮以及表面調整等預處理。
特別是涂漆前打底用磷化還要求作表面調整,使金屬表面具備一定的"活性",才能獲得均勻、細致、密實的磷化膜,達到提高漆膜附著力和耐腐蝕性的要求。因此,磷化前處理是獲得高質量磷化膜的基礎。



不銹鋼容器或零部件完工后按圖樣和工藝文件的要求,對規定項目檢查合格后,將焊縫及其兩側焊渣、飛濺物清理干凈,容器的機加工件表面應用汽油或清洗劑去除油漬等污物,只有進行過預處理的容器或零部件才能進行酸洗鈍化處理。煙臺酸洗鈍化無縫鋼管規格齊全
酸洗鈍化容器或零部件必須用潔凈水將表面沖洗干凈,*后用酚酞試紙測試沖洗面的任何處,使PH值在6.5-7.5之間,或用濾紙檢查沖凈程度,無藍色為合格。然后擦干或用壓縮空氣吹干。
容器和零部件經酸洗鈍化后搬運吊裝及存放時禁止磕碰劃傷鈍化膜。
酸洗鈍化容器或零部件必須用潔凈水將表面沖洗干凈,*后用酚酞試紙測試沖洗面的任何處,使PH值在6.5-7.5之間,或用濾紙檢查沖凈程度,無藍色為合格。然后擦干或用壓縮空氣吹干。
容器和零部件經酸洗鈍化后搬運吊裝及存放時禁止磕碰劃傷鈍化膜。


浩融金屬制品廠(徐州市分公司)的目標是:向我們的用戶提供高價值服務,每一個售后服務員工應優先考慮用戶的利益。
如果您對我們的 異型鋼管產品感興趣,請聯系我們,我們會用優質的 異型鋼管產品和誠摯的服務贏得您的滿意!




酸洗除銹、除氧化皮的方法是工業領域應用*為廣泛的方法。利用酸對氧化物溶解以及腐蝕產生氫氣的機械剝離作用達到除銹和除氧化皮的目的。酸洗中使用*為常見的是鹽酸、硫酸、磷酸。由于在酸洗時產生有毒的二氧化氮氣體,一般很少應用。鹽酸酸洗適合在低溫下使用,不宜超過45℃,使用濃度10% ~45%,還應加入適量的酸霧抑制劑為宜。硫酸在低溫下的酸洗速度很慢,宜在中溫使用,溫度50~80℃,使用濃度10%~25%。磷酸酸洗的優點是不會產生腐蝕性殘留物(鹽酸、硫酸酸洗后或多或少會有少會有Cl-、SO42-殘留),比較,但磷酸的缺點是成本較高,酸洗速度較慢,一般使用濃度10% ~40%,處理溫度可常溫到80℃。在酸洗工藝中,采用混合酸也是非常有效的方法,如鹽酸-硫酸混合酸,磷酸-檸檬酸混合酸。

