

以下是:不銹鋼鑄造件電解拋光設備即學即會的產品參數選購不銹鋼鑄造件電解拋光設備即學即會來貴州省畢節市找金杰電解拋光設備廠(畢節分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:羅生-18124592824,{QQ:295415397},地址:[龍崗區橫崗塘坑路]。 貴州省,畢節市 畢節市歷史文化悠久。秦時,為蜀郡屬地。漢。為益州所轄。晉,屬益州、朱提郡。唐代,置牂牁、烏撒部。宋代,置羅氏鬼國轄烏撒部、毗那部。元代、明代,分屬水西宣慰司等部,清置大定府(州)。民國時期,為貴州省第四行政督察專員公署,中華人民共和國成立后設畢節專員公署,1970年,更名為畢節地區行政公署。2011年,撤銷畢節地區設立地級畢節市。
想要真正了解不銹鋼鑄造件電解拋光設備即學即會產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。以下是:不銹鋼鑄造件電解拋光設備即學即會的圖文介紹
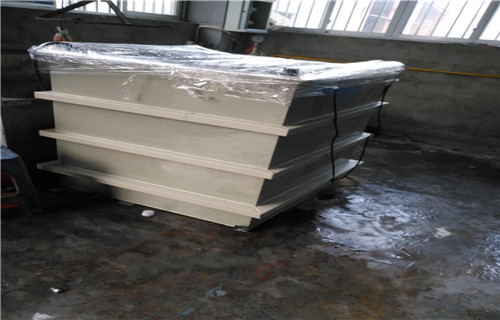
使用方法:
1、工藝:(除油除銹活化→水洗→晾干)→電解拋光→水洗→鈍化→水洗→中和→水洗;
2、原液使用,鉛板做陰極(負極),不銹鋼工件做陽極(正極),溫度為 60-65度,電流密度為10-25安培/平方分米,電壓8—10伏,電解時間5-8分鐘。(根據用戶不同的要求可浸5-40分鐘)
注意事項:
1、本拋光液在其使用初期會產生泡沫,因此拋光液液面與拋光槽頂部之間的距離不應≥15cm;
2、 不銹鋼工件在進入拋光槽之前應盡可能將殘留在工件表面的水分除去,因工件夾帶過多水分有可能造成拋光面出現麻點,局部浸蝕而導致工件報廢;
3、在電解拋光過程中,作為陽極的不銹鋼配件,因其所含的鐵、鉻元素不斷轉變為金屬離子溶入拋光液內而不在陰極表面沉積。隨著化學反應的進行,金屬離子濃度會不斷增加,當達到一定濃度后,這些金屬離子以磷酸鹽和硫酸鹽形式從拋光液內沉淀析出,沉降于拋光槽底部。因此拋光液必須定期過濾,去除這些固體沉淀物;
4、在拋光槽反應過程中,除磷酸、硫酸不斷消耗外,水分因蒸發和電解而損失,此外,高粘度拋光液不斷被工件夾帶損失,拋光液液面不斷下降,需經常往拋光槽補加拋光液和水;
5、本產品中和后排放符合當今環保要求
憑借精湛的技術、先進的管理體系與較高的綜合實力,貴州畢節金輝杰電解拋光設備廠現已成為國內 不銹鋼電解拋光設備行業的一匹“黑馬”。
1、工藝:(除油
除銹活化→水洗→晾干)→電解拋光→水洗→鈍化→水洗→中和→水洗;
2、原液使用,鉛板做陰極(負極),不銹鋼工件做陽極(正極),溫度為 60-65度,電流密度為10-25安培/平方分米,電壓8—10伏,電解時間5-8分鐘。(根據用戶不同的要求可浸5-40分鐘)
注意事項:
1、本拋光液在其使用初期會產生泡沫,因此拋光液液面與拋光槽頂部之間的距離不應≥15cm;
2、 不銹鋼工件在進入拋光槽之前應盡可能將殘留在工件表面的水分除去,因工件夾帶過多水分有可能造成拋光面出現麻點,局部浸蝕而導致工件報廢;
3、在電解拋光過程中,作為陽極的不銹鋼配件,因其所含的鐵、鉻元素不斷轉變為金屬離子溶入拋光液內而不在陰極表面沉積。隨著化學反應的進行,金屬離子濃度會不斷增加,當達到一定濃度后,這些金屬離子以磷酸鹽和硫酸鹽形式從拋光液內沉淀析出,沉降于拋光槽底部。因此拋光液必須定期過濾,去除這些固體沉淀物;
4、在拋光槽反應過程中,除磷酸、硫酸不斷消耗外,水分因蒸發和電解而損失,此外,高粘度拋光液不斷被工件夾帶損失,拋光液液面不斷下降,需經常往拋光槽補加拋光液和水;
5、本產品中和后排放符合當今環保要求
金杰電解拋光設備廠(畢節分公司)【0755-89233277】在貴州省畢節市本地專業從事不銹鋼鑄造件電解拋光設備即學即會,價格低,發貨快,效果好 ([城市群])可送貨上門。








