

以下是:方形翅片管規格齊全的產品參數
產品參數 產品價格 電議 發貨期限 雙方議定 供貨總量 大量 運費說明 7天 名稱 翅片管 規格 齊全 材質 20# 304 q235b 產地 聊城 倉庫地址 浩澤庫 計重方式 米計 可定制 是 品牌 浩澤 用途 換熱系統 應用場所 鍋爐 電站 方形翅片管規格齊全,浩澤物資(潮州市分公司)為您提供方形翅片管規格齊全,聯系人:周經理,電話:【0635-8876891】、【13563000517】,請聯系浩澤物資(潮州市分公司),發貨地:大東鋼管產業園。 廣東省,潮州市 2022年,潮州市地區生產總值1312.98億元,比上年增長2.3%。
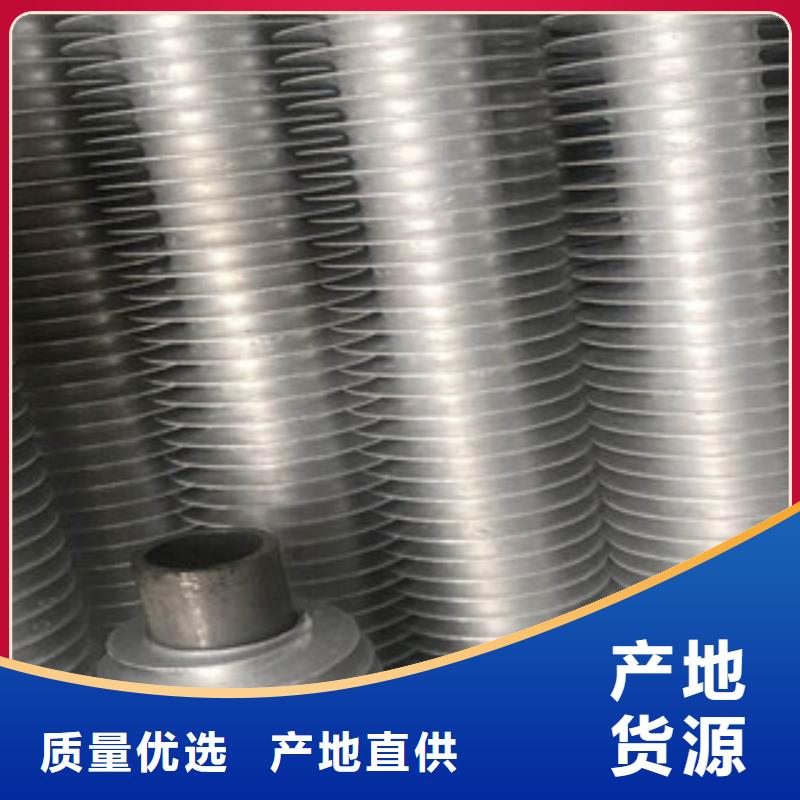
不要滿足于簡單的文字描述,點擊我們的方形翅片管規格齊全產品視頻,讓每一個細節都躍然屏上,為您帶來前所未有的視覺體驗。以下是:方形翅片管規格齊全的圖文介紹
換熱器類型及工作性能
換熱器按照其工作原理可分為間壁式、混合式和蓄熱式三類。
間壁式換熱器,熱流體和冷流體間有一固體壁面,兩種流體被固體壁面隔開,彼此不接觸,熱量的傳遞必須通過壁面。
混合式換熱器依靠冷、熱流體的直接接觸而進行換熱,換熱后理論上應變成同溫同壓的混合介質流出。
蓄熱式換熱器則依靠固體填充物組成的蓄熱體傳遞熱量,冷熱流體依次交替的流過由蓄熱體組成的流道。當熱流體流過時,把熱量儲存于蓄熱體中,其溫度逐漸升高,而當冷流體流過時,蓄熱體因放出熱量溫度逐漸降低,如此反復進行。
試驗時,試件的管內通熱水,管外空氣橫掠。水的進、出口溫度和空氣的進口溫度由精密水銀溫度計測量,水的流量由轉子流量計測量。空氣的進、出口溫度由布置在試驗段前后流通截面上的熱電偶堆測量,空氣的流量由畢托管測量。在試件前后的風道上裝有測壓管,測量兩處的靜壓壓差,即可得到空氣流動阻力。通過擬合曲線分離法得到管外換熱準則關系式,采用線性回歸方法可得到管外流體流動阻力準則關系式。
為了保證試驗數據的可靠性,對每個工況的試驗數據都要進行熱平衡η的校驗。如果|η|<5%,認為試驗數據可靠;如果|η|≥5%, 則認為試驗數據不可靠,需重新進行測試。熱平衡η的計算方法如下。熱流體的放熱量Q1和冷流體的吸熱量Q2可分別表示為:

試驗時,保持管內水流量及進口水溫基本不變,改變空氣的流量,得到一系列工況點數據。
管式爐對流室爐管內介質的傳熱系數一般都遠大于管外煙氣的傳熱系數。釘頭管和翅片管就是用來強化管外對流傳熱的。為了避免過多積灰而影響傳熱效果,除必燒油和油氣混燒時應設置吹灰器外,還應按照表-1的使用范圍正確選用釘頭管或翅片管。必須說明的是對流室煙氣入口處的2-3排爐管,既接受輻射室的輻射傳熱,又吸收高溫煙氣的對流傳熱,爐管表面熱強度很高,有時甚至超過輻射管的熱強度。這兩三排爐管通稱為遮蔽管,只能采用光管,而不得采用釘頭管和翅片管。
表1 釘頭管和翅片管使用范圍
表2 釘頭和翅片材料高使用溫度
釘頭管和翅片管制造完畢后應進行強度水壓試驗,由于釘頭和翅片與爐管焊接時可能損傷爐管外壁,因此計算釘頭管和翅片管的水壓試驗壓力時,管壁厚度應減去一個減薄的厚度δ:埋弧火花焊釘頭管δ=3mm;高頻焊翅片管δ=1.5mm。
數十年來,廣東潮州浩澤物資有限公司始終引導 翅片管制造品質,并持續沉淀,創立數字化,自動化,模具化的工藝標準,各主要 翅片管部件已實現專業化、 規模化生產,絕大多數 翅片管產品可以滿足客戶短時間交貨的需要。
方形翅片管規格齊全,浩澤物資(潮州市分公司)為您提供方形翅片管規格齊全產品案例,聯系人:周經理,電話:【0635-8876891】、【13563000517】,發貨地:大東鋼管產業園。








