








在360搜索 螺旋鋼管讓利銷售 的信息
在搜狗搜索 螺旋鋼管讓利銷售 的信息


以下是:湖南省郴州市螺旋鋼管讓利銷售的產品參數
范圍 螺旋鋼管讓利銷售供應范圍覆蓋湖南省 郴州市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市 北湖區、蘇仙區、桂陽縣、宜章縣、永興縣、嘉禾縣、臨武縣、汝城縣、桂東縣、安仁縣、資興市等區域。 【天鋼友聯】為您提供長沙螺旋鋼管實力派廠家、衡陽螺旋鋼管批發供應、邵陽螺旋鋼管多行業適用、懷化螺旋鋼管工廠采購、湘西螺旋鋼管工廠現貨供應、桂陽螺旋鋼管廠家直發、安仁螺旋鋼管實力大廠家等多元產品與服務。您是想要在湖南省郴州市采購高質量的螺旋鋼管讓利銷售產品嗎?天鋼友聯管道科技(郴州市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的螺旋鋼管讓利銷售產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:朱立華,地址:《靜海區大邱莊鎮》。 湖南省,郴州市 2022年,郴州市地區生產總值2980.5億元,按可比價格計算,比上年增長5.7%。
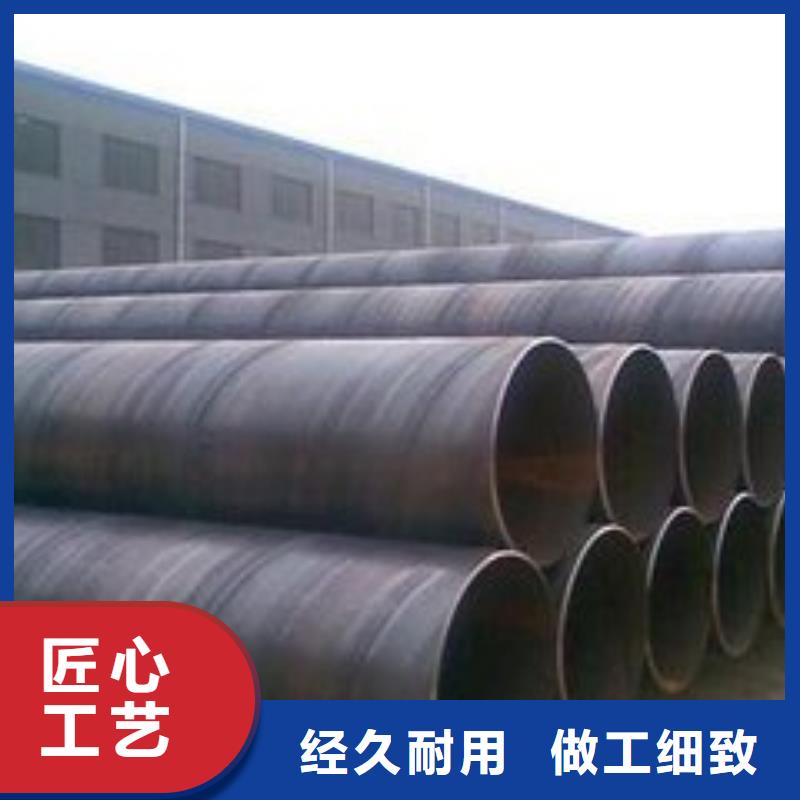
簡約而不簡單,我們的螺旋鋼管讓利銷售產品視頻將用直觀的方式展示產品的核心價值。以下是:湖南郴州螺旋鋼管讓利銷售的圖文介紹
湖南郴州天鋼友聯管道科技有限公司擁有雄厚的技術實力,多名 螺旋鋼管產品研發人員,訓練有素的職工隊伍, 螺旋鋼管加工設備及檢測設備,使生產出的 螺旋鋼管經科學設計,精心制作,嚴格檢驗。數十年來的不懈努力、吸收國內外技術經驗,集眾家之所長,制造出多領域的新 螺旋鋼管產品。嚴格的 螺旋鋼管產品檢測,并配以的售后服務,使本廠在 螺旋鋼管行業獨樹一幟,贏得八方眾多客戶的肯定。
螺旋鋼管生產線主要冷床類型有單鏈冷床、雙鏈冷床、新型鏈式冷床、步進齒條式冷床、螺桿式冷床。
1、單鏈冷床
單鏈冷床多采用爬坡結構。冷床由正向運輸鏈和固定導軌組成,有一套傳動系統。鋼管放置在正向運輸鏈的兩個撥抓之間,固定導軌承擔鋼管本體的重量。單鏈冷床利用正向運輸鏈撥爪的推力及固定導軌的摩擦力使鋼管產生旋轉運動,同時依靠鋼管自重及抬起的角度,使鋼管始終緊靠在正向運輸鏈的撥爪上,實現鋼管平穩旋轉。
2、雙鏈冷床
雙鏈冷床由正向運輸鏈和反向運輸鏈組成,正、反鏈條各有一套傳動系統。鋼管放置在正向運輸鏈的兩個撥抓之間,反向鏈承擔鋼管本體的重量。雙鏈冷床利用正向運輸鏈拔爪的推力使鋼管向前運行,利用反向鏈條的摩擦力使鋼管產生持續的旋轉運動。反向鏈的運動又使得鋼管始終靠在正向運輸鏈的撥爪上,實現平穩旋轉和均勻冷卻。
3、新型鏈式冷床
結合了單鏈冷床和雙鏈冷床的特點,冷床分為上坡段和下坡段。上坡段為由正向運輸鏈和反向運輸鏈組成的雙鏈結構,正反共同作用使鋼管持續旋轉前進,做爬坡運動。下坡段為正向運輸鏈和鋼管導軌平行布置的單鏈結構,依靠自重實現旋轉,做滑坡運動。
4、步進齒條式冷床
步進齒條式冷床床面由兩組齒條組成,一組裝在固定梁上,稱為靜齒條,另一組裝在移動梁上,稱為動齒條。
升將機構動作時,動齒條上升將鋼管托起,由于具有傾斜角度,鋼管在被托起時沿著齒形滾動一次。動齒輪上升到 位置后,步進機構動作使動齒條向冷床輸出方向前進一個步距。升降機構繼續動作,帶動動齒條下降并將鋼管放入定齒條齒槽中,鋼管沿定齒條的齒形再滾動一次,之后動齒條回到初始位置,完成一個工作循環。
螺旋鋼管的外壁防腐主要分為三類,分別是:單層PE防腐、2PE防腐和3PE防腐。
1、單PE防腐鋼管:單層PE防腐鋼管是采用淋涂工藝(又稱幕簾法),將中頻加熱后的鋼管進行旋轉,鋼管頂層是裝有聚乙烯粉末的容器,通過淋涂撒在鋼管外壁表面形成聚乙烯涂層。執行標準CJ/T120-2008給水涂塑復合鋼管。
2、2PE防腐鋼管:管道二層PE防腐結構, 層膠粘劑(AD),第二層聚乙烯(PE),二種材料融為一體,各層厚度同三層PE相同標準:SY/T0413-2002 埋地鋼制管道聚乙烯防腐層技術標準GB/T23257-2009 埋地鋼制管道聚乙烯防腐層技術標準
3、3PE防腐鋼管:管道三層PE防腐結構: 層環氧粉末(FBE>100um),第二層膠粘劑(AD)170~250um,第三層聚乙烯(PE)2.5~3.7mm。三種材料融為一體,并與鋼管牢固結合形成優良的防腐層。管徑范圍Φ60~Φ1420。
今天我們來談一下螺旋鋼管施工方案,有些什么注意事項,怎樣把每支螺旋鋼管對接成一個完美的管道工程。
1.首先就是焊接,螺旋鋼管的接口焊接采用電弧焊,一遍打底,二遍成活,每道焊縫均一次焊完,每層施焊的引熄弧點須錯開。
2.每支螺旋鋼管在焊接前應先修口、清渣、管端端面的坡口角度、鈍邊、間隙,應符合規范規定;不得在對口間隙夾焊幫條或用加熱法縮小間隙施焊。
3.在對口時應使內壁齊平,采用長300mm的直尺在接口內壁周圍順序貼靠,錯口的允許偏查差應為0.2倍壁厚,且不得大于2mm。
4.對口縱、環向焊縫的位置應符合下列規定:縱向焊縫應在管道中心垂線上半圓的45°左右處;;有加固的螺旋鋼管,加固環的對焊焊縫應與螺旋鋼管的縱向焊縫錯開,其間距不應小于100mm;加固環距螺旋鋼管的環向焊縫不應小于50mm;管道任何位置不得有十字形焊縫。
5.當定位焊時,定位焊縫所有焊條號(或牌號)應與正式焊接相同,但焊條直徑可選細一些。定位焊縫的焊接電流要選得比正式焊接時大一些,通常大10%-15%,以保證焊透。
6.每支螺旋鋼管焊接時候的焊接標準:焊縫質量必須符合GB50268-97中4.2的有關規定,焊縫應平滑,寬窄一致,根部焊透,無明顯的凹凸缺陷及咬邊現象,焊縫加強面應高出管面約2毫米,焊出坡口邊緣2-3毫米。
7.螺旋鋼管與法蘭焊接時,螺旋鋼管應插入法蘭三分之二,法蘭與螺旋鋼管應垂直,兩者的軸線重合。水平管道坡度不小于0.3%。焊接前應檢查施焊環境,焊接安裝設備、焊接材料的干燥及清理,必須符合規范及焊接操作規定。焊接雙面焊件時,應清理并檢查焊縫根部背面,清理缺陷后,方可施焊背面焊縫。規定清根的焊縫應在清根后進行外觀檢查后方可施焊。螺旋鋼管的壁厚大于4mm焊接前必須打坡口,坡口表面不得有夾層、裂縫、加工損傷、毛刺及焰切割熔渣等缺陷。焊接后藥皮應敲干凈,焊口應呈現均勻的魚鱗狀,不得有氣孔、夾渣、裂紋、焊瘤等現象,咬肉長度應在規范要求內。
8.大于20mm的放氣閥門采用法蘭連接,小于或等于20mm的放氣閥門采用螺紋連接。
9.當螺旋鋼管焊接過程轉彎、穿墻及支吊架處,不應有接口和焊縫,管道穿越墻壁應預埋套管,套管直徑應比管道保溫外徑大50mm。管道 點設放氣閥, 點設放水閥。
當前鋼套鋼蒸汽保溫管的發展正在呈現出新的變化,其一,保溫效果越來越好,耐受溫度范圍越來越大,防腐絕緣壽命已成為發展趨勢,其二,施工便捷時代已到來,在巨大的保溫工程下,管道敷設的越來越多,但并不會在耗費太多的人力與時間。從這變化可以看出,保溫管道未來發展趨勢還會大大
螺旋鋼管在出廠之前應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。直縫鋼管的質量檢測方法如下:
1、物理方法的檢驗:物理的檢驗方法是利用一些物理現象進行測定或檢驗的方法。材料或工件內部缺陷情況的檢查,一般都是采用無損探傷的方法。無損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。
2、從表面上判斷,也就是在外觀檢驗。焊接接頭的外觀檢驗是一種手續簡便而又應用廣泛的檢驗方法,是成品檢驗的一個重要內容,主要是發現焊縫表面的缺陷和尺寸上的偏差。一般通過肉眼觀察,借助標準樣板、量規和放大鏡等工具進行檢驗。若焊縫表面出現缺陷,焊縫內部便有存在缺陷的可能。
3、致密性檢驗:貯存液體或氣體的焊接容器,其焊縫的不致密缺陷,如貫穿性的裂紋、氣孔、夾渣、未焊透和疏松組織等,可用致密性試驗來發現。致密性檢驗方法有:煤油試驗、載水試驗、水沖試驗等。
4、受壓容器的強度檢驗:受壓容器,除進行密封性試驗外,還要進行強度試驗。常見有水壓試驗和氣壓試驗兩種。它們都能檢驗在壓力下工作的容器和管道的焊縫致密性。氣壓試驗比水壓試驗更為靈敏和速,同時試驗后的產品不用排水處理,對于排水困難的產品尤為適用。但試驗的危險性比水壓試驗大。進行試驗時,必須遵守相應的技術措施,以防試驗過程中發生事故。
5、靜水試驗 每根鋼管應做靜水壓試驗而無滲漏現象,試驗壓力按下試計算 P=2ST/D 式中S—靜水壓試驗的試驗應力Mpa,靜水試驗的試驗應力按相應鋼帶標準規定屈服度小值(Q235為235Mpa)的60%選取。
穩壓時間:D<508試驗壓力保持時間不少于5秒; D≥508試驗壓力保持時間不少于10秒 4 無損檢測 鋼管的補焊焊縫、鋼帶對頭焊縫及環向縫應進行X射線或超聲波檢驗。對于可燃普通流體輸送用的鋼向的螺旋焊縫應進行SX射線或超聲波檢驗,對用于水、污水、空氣、采暖蒸汽等普通流體輸送用的鋼管的螺旋焊縫應進行X射線或超聲波檢驗抽查(20%)。
根據螺旋鋼管質量檢驗結果,通常將螺旋鋼管分為三類:合格品、返修品和廢品。合格品指外觀質量和內在質量符合有關標準或交貨驗收技術條件的螺旋鋼管;返修品指外觀質量和內在質量不完全符合標準和驗收條體,但允許返修,返修后能達到標準和驗收條件的螺旋鋼管;廢品指外觀質量和內在質量不合格,不允許返修或返修后仍達不到標準和驗收條件的螺旋鋼管。
廢品又分為內廢和外廢兩種。
內廢指在鑄造廠內或鑄造車間內發現的廢品螺旋鋼管;外廢指螺旋鋼管在交付后發現的廢品,通常在機械加工、熱處理或使用過程中才顯露出來,其所造成的經濟損失遠比內廢大。為減少外廢,成批生產的螺旋鋼管在出廠前 抽樣進行試驗性熱處理和粗加工,盡可能在螺旋鋼管廠內發現潛在的螺旋鋼管缺陷,以便及早采取必要的補救指施。
常見國標與部標螺旋鋼管生產工藝的區別是相同的,要說區別在于原材料厚度的選擇和檢測方法上,通常國標螺旋鋼管選擇的板材壁厚為下差0.5或者0.6的,但是5037螺旋鋼管通常選擇板材的下差厚度為1.0,螺旋鋼管出廠前9711標準的鋼管通常需要兩道檢測工藝,一種是水壓測試,另外一種是探傷,探傷通常是通過超聲波檢測,兩道工序確定了鋼管的承壓能力和焊縫的質量、焊縫質量要求均勻,9037標準的鋼管通常只是進行水壓測試,保證好承壓能力不漏水就可以了。
螺旋鋼管是將帶鋼或卷板按螺旋形彎曲成形,用雙面埋弧自動焊進行內縫和外縫的焊接制成的螺旋鋼管,由于以下原因它能廣泛地應用于水,電,化工等行業生產中。
聯系人:朱立華,電話:【15900226077】,天鋼友聯管道科技(郴州市分公司)在湖南省郴州市本地專業從事螺旋鋼管讓利銷售,湖南省郴州市各個縣市以及周邊湖南省 郴州市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市 北湖區、蘇仙區、桂陽縣、宜章縣、永興縣、嘉禾縣、臨武縣、汝城縣、桂東縣、安仁縣、資興市城市均可提供送貨上門服務!
天鋼友聯管道科技(郴州市分公司)45分鐘前在線
供應范圍覆蓋湖南省 郴州市 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市 北湖區、蘇仙區、桂陽縣、宜章縣、永興縣、嘉禾縣、臨武縣、汝城縣、桂東縣、安仁縣、資興市等區域。
固定电话:022-84914016
移动电话:15900226077
联系人:朱立華
电子邮件:2384412703@qq.com
QQ:2384412703

请留下您的联系方式,我马上给您打过来!
提交