

以下是:云南省大理市供應批發圓管-靠譜的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 供應批發圓管-靠譜供應范圍覆蓋云南省 大理市 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、德宏市、楚雄市、怒江市、迪慶市 祥云縣、賓川縣、彌渡縣、永平縣、洱源縣、劍川縣、鶴慶縣等區域。 【萬澤錦達】為您提供普洱圓管彎弧機質量為本、西雙版納圓管彎弧機追求品質、楚雄圓管彎弧機嚴謹工藝、怒江圓管彎弧機實時報價、彌渡圓管彎弧機真材實料誠信經營、劍川圓管彎弧機一站式供應廠家等多元產品與服務。在云南省大理市采購供應批發圓管-靠譜請認準萬澤錦達機械制造(大理市分公司)wzjd201830014-76,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李金友萬澤錦達,地址:小店區208國道東蒲村東蒲路1號)。 云南省,大理白族自治州 大理白族自治州有風景名勝旅游點區達130多處,佛教圣地雞足山、道教名山巍寶山、石窟瑰寶石寶山和高原明珠洱海,蒼山洱海是風景名勝區,“蒼山自然與南詔文化遺存”是自然文化雙遺產。自治州首府大理是批24座歷史文化名城之一,集歷史文化名城、風景名勝區、自然保護區、中國旅游城市、中國魅力城市、地質公園、中國十佳旅游休閑城市、中國休閑旅游目的地、中國文化名城等桂冠于一身。
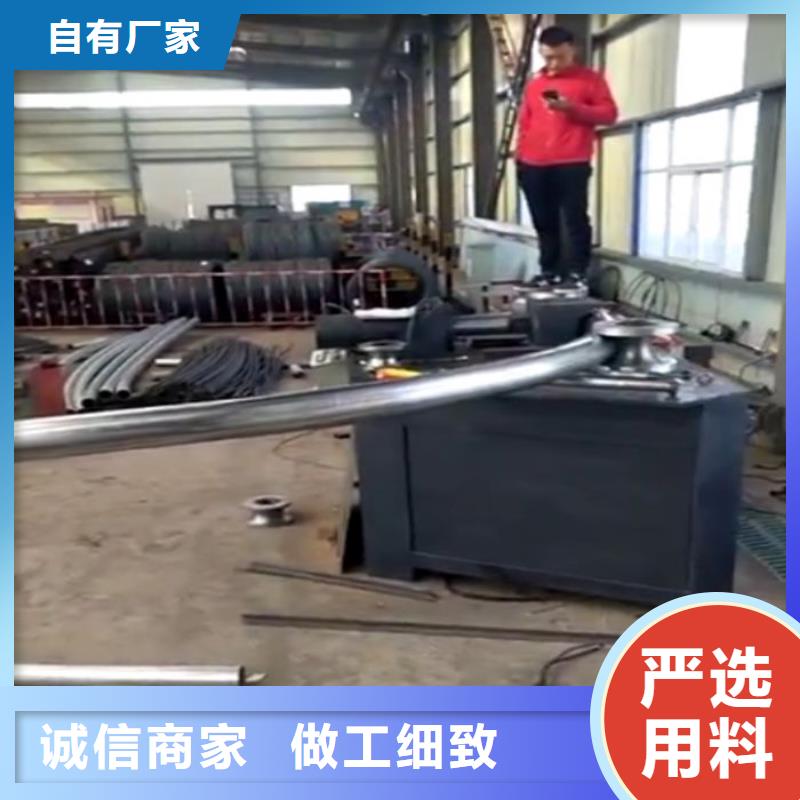
觀看我們的產品視頻,就像打開了一扇通往供應批發圓管-靠譜產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。以下是:云南大理供應批發圓管-靠譜的圖文介紹
圓管彎管機操作方法產品介紹:
彎管機主要用于對管材、型鋼等鋼材的冷彎作業!主要適用的鋼材有:圓管、方管、異型管,適用的材料有:不銹鋼、鋁型材等。本機主要可以用于對這些鋼材的卷圓、彎弧的加工,同時,我們的設備按照工作原理可以分為:機械式、液壓式、數控等類型!
圓管彎管機模具卷圓機簡介
我公司該設備采用設計的減速箱傳動,彎圓過程中配合壓條性定形卷圓彎制設備的電路控制。
其結構具有體積小、能耗低、無噪音、安裝使用方便、操作簡單、承載能量卷圓速度快、產品質量可靠等優點。液壓卷圓機是機械式卷圓機的產品能加大了卷圓的厚度和寬度、能夠完成機械式卷圓無法卷動厚板的缺點、代替了原有鋼板下料、對接、校正、車床加工等復雜工藝并節省了氧氣、乙炔、勞動力、原材料等、是制造法蘭的母體。
熱彎和冷彎兩者區別一般來講,冷彎就是用冷彎機彎的,不加熱;而熱彎需要加熱,所以其中就只有一個區別:冷彎有應力熱彎沒有。
關于圓管彎弧機模具
彎管機對模具的制作有講究,對出廠的彎管機模具會進行熱處理工藝,模具硬度,增加耐磨性。
卷圓機設備的模具制作,均采用模具45號鋼制成,這是一種具是真空脫煉鋼,內質純凈,機械加工性良好,切削明顯提高,淬透性良好,空冷淬硬不易出現淬裂,耐磨性好,韌性良好的材料。我們通過熱處理四把火:退火、正火、淬火、回火模具的各種性能 ,如模具的塑性、耐磨、耐腐蝕等,以利于進行各種冷加工。
圓管電動彎管機及性能優勢
1、操作簡單方便(內附使用說明書)。彎管弧不變形,適合批量生產。
2、不同外徑的管子,只需更換不同的彎管模具即可。可根據客戶需求來設計模具和彎管機。
3、根據客戶不同要求,彎管角度可控制,彎管效果過渡平滑美觀。
4、適用于彎管跨度大,或有多角度折彎的各種型材的加工。 根據需要使其彎成任意弧度。
5、使用該機彎管時,不需要加熱或填砂工藝,根據不同的需要可以冷彎成形。所彎制品具有圓弧光滑,清晰,變形量小等特點。
6、本機設計結構簡單,多功能滾動式彎管機操作靈活方便,使用時間長長,配備模具多。具有一機多用的功能。并能把12M長,直徑76mm、89mm、100mm、108mm、114mm、125mm、133mm、140mm、150mm、159mm、165mm、200mm、219mm、250mm、273mm、325mm等圓管彎區成弧形。
圓管彎管機型號組成:機械傳動部分,智能控制系統、模具平臺彎管機因模具安裝位置位于機器平臺上而得名。平臺彎管機分為:電動平臺彎管機及液壓平臺彎管機。
電動平臺彎管機采用渦輪減速箱傳動,彎管過程輪模轉動,配合壓條性定型彎管,保證了彎曲半徑的統一。可彎不同直徑的圓管,方管,矩形管等機器體積小、拆卸模具方便、操作簡單經濟實用。
安裝時請正確引入電源線,初次使用前減速箱里需加齒輪油或機油、使用約三月后需換更換、以后每年換一次。切記不能高負荷使用設備(如:150型液壓平臺彎管機,適用于管直徑小于150mm*8.0的管子加工,管子大于150mm則屬于高負荷使用)
云南大理萬澤錦達機械制造有限公司擁有技術精湛的自主研發團隊,以滿足客戶需求為目標,以為用戶提供高價值 圓管彎弧機產品為己任,按照客戶需求,為客戶研制出滿意放心的 圓管彎弧機產品。實現 圓管彎弧機產品需求多元化,質量穩定化。
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。
選購供應批發圓管-靠譜來云南省大理市找萬澤錦達機械制造(大理市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李金友萬澤錦達,地址:[小店區208國道東蒲村東蒲路1號]。







