

以下是:集裝箱熱噴鋅噴鋁防腐公司的產品參數
產品參數 產品價格 156 發(fā)貨期限 防腐公司 供貨總量 20年施工經驗 運費說明 熱噴鋁噴鋅 電弧噴鋅施工 具備防腐資質 電弧噴鋁 管道外壁噴鋁 噴鋅 閘門噴鋁 鍋爐內壁噴合金 橋梁熱噴鋁 噴鋅 火焰噴鋁 熱噴鋁施工: 139 6193 4918 (技術專工) 火焰熱噴鋅 電弧噴鋅 噴鋁 噴耐磨合金 噴銅 噴不銹鋼 專業(yè)施工:153 8059 3638 (指導工程師) 集裝箱熱噴鋅噴鋁防腐公司,華電高空工程(大理市分公司)為您提供集裝箱熱噴鋅噴鋁防腐公司,聯系人:朱雄飛,電話:【13961934918】、【15380593638】,請聯系華電高空工程(大理市分公司),發(fā)貨地:人民路金融城。 云南省,大理白族自治州 大理白族自治州,云南省轄民族自治州,地處云南省中部偏西,介于東經98°52′~101°03′,北緯24°41′~26°42′之間,屬于低緯高原季風氣候,干濕季節(jié)分明,大部分地區(qū)夏無酷暑,冬無嚴寒,總面積29459平方千米。截至2022年末,大理白族自治州常住人口為330.5萬人。截至2023年3月,大理白族自治州轄1個縣級市、11個縣,110個鄉(xiāng)鎮(zhèn),自治州人民政府駐大理市下關。
別再糾結于文字描述了,觀看視頻,讓集裝箱熱噴鋅噴鋁防腐公司產品為你展現真實魅力!以下是:集裝箱熱噴鋅噴鋁防腐公司的圖文介紹
采用熱噴涂電弧噴鋁的方法耐腐蝕能力 1. 施工工序 工程的防腐施工在鋼桁架及上、下次梁構件制作完成后進行。施工順序:生產準備→構件表面處理→構件熱噴鋅→構件封閉處理→構件噴鋅質量檢測。其中構件表面處理、構件熱噴鋅是工程的主要工序。 2. 施工準備 1、做好構件交接工作、確定施工的生產組織方式、施工機具的配置(6m3/min空壓機兩臺、儲氣罐兩臺、無污染噴砂機兩臺、油水分離器四個、砂罐兩個、SAP-1型噴槍四把、磁性測厚儀兩臺等)。 2、施工之前作到三通一平。機械安裝調試。現場所有的壓力設備必須復檢合格,方可使用。 3、按品種、規(guī)格分類堆放構件并有明顯標識。堆放要減少構件的變形和銹蝕,鋼桁架構件要堆放在枕木上其間距以不引起桁架變形為宜。 4、原材料必須以二檢合格,具有出廠合格證及材質證明書方可使用。 3. 構件表面處理 1、 鋼結構的表面處理對熱噴涂涂層與基體的結合性能有很大影響。針對本工程的實際情況,鋼結構表面處理采用壓力式噴砂除銹法,這種施工方法即可使基體表面清潔度達到要求,也可使基體表面粗糙度達到要求。由于施工區(qū)域不同,噴砂選用不同的槍頭噴射。鋼桁架主梁等大面積工作區(qū)域采用150mm槍頭,并配粉塵回收裝置。角鋼及鋼桁架腹桿角鋼夾縫工作區(qū)域采用12 mm槍頭。 (1 ) 施工工藝:檢查壓力表、膠管、噴砂槍等機具正常→壓縮空氣進入儲氣罐經油,水分離器潔凈→ 打開砂罐進氣閥待罐內壓力達到平衡→打開罐底氣閥將砂粒噴射到金屬基體表面。 (2)砂選用干燥、清潔、有棱角的河砂,砂的粒徑為0.5~2.0mm。 (3) 噴砂施工時,施工環(huán)境相對濕度不應大于85%。構件要保持干燥。加工處理的鋼材表面呈現灰白色為佳,除銹等級達到Sa3級。鋼材表面粗糙度為RZ40~80 um。 (4) 除銹合格后,應在短時間內進行熱噴鋅處理。在晴天或不太潮濕的天氣,間隔時間不得超過12小時;在雨天,潮濕天氣下,間隔時間不得超過2小時。 4、 影響噴鍍層的原因 鋼結構表面處理好壞是影響其鍍層的保護年限和保護效率的主要原因,而影響表面處理的根本原因是:壓縮空氣的壓力、噴射角度、噴射距離。 (1) 壓縮空氣壓力范圍:壓縮空氣壓力一般在6~7KG/cm2。因在不同的壓力下,表面的電極電位值不同,所以鍍層的結合強度就不同。隨著空氣壓力的增加表面的粗糙度增加,鍍層與基體之間的結合力將會上升,當空氣壓力增加到7KG/cm2時其鍍層結合力達到高點。 (2)噴射時間:噴射時間的長短,對基體表面電極電位、粗糙度和噴涂層的結合強度有直接影響。根據實際操作可知噴射在20秒時粗糙度在40~60 um,鍍層有較高的結合強度值。4.2.3噴射角度及噴射距離:噴射角度是指噴射的砂粒射流中心束和基體表面的夾角。在其它條件不變情況下,噴射角度為75℃佳。噴射距離是指噴槍嘴與工件表面的距離。在其它條件不變的情況下噴射距離在180~200mm時,無
我們公司主要服務有:噴砂除銹,熱噴鋅處理,熱噴鋁處理,不銹鋼啞光處理、熱噴鋅鋁合金、熱噴鎳基合金、熱噴偽合金、油漆噴涂、防腐材料銷售等。
如果你對我們的服務感興趣,可以來電咨詢!我們定會為你一一解答,解惑!
此時基體表面活化程度達到大參數,基體表面電極電位鍍層結合強度高,在2-3小時內基體表面的電極電位基本是穩(wěn)定的。隨著時間的增加,其表面的電極電位值開始升高,活化強度減弱,鍍層與基體的結合強度下降,這是由于表面氧化膜生成的厚度在噴鍍顆粒撞擊表面時,2-3小時之內,很薄的氧化膜很易被高速趨行的噴鍍顆粒擊破。2-3小時之后,氧化膜則對鍍層與基體起著隔絕的作用。噴鋅噴砂完成2-3小時之內就應完成噴鋅工作。使基體表面達到電極電位小值因為經過噴砂處理后基體表面的電極電位值比處理前的電極電位值有較大程度的電位差從而破壞鍍層與基體的附著。噴鍍設備使用國產噴(一般使用上海噴鍍機械廠產的中連氣手持式噴)鋅材使用直徑為3mm,鋅含量不低于99.5%-99.7%,無油污的優(yōu)質鋅絲。用小刀或螺絲刀等工具刮基體不太重要的部位或認為質量差的部位。如果只產生新鍍層的明亮刮痕,而無脫落現象,即為合格。如脫落面積占位的15%時,則認為不合格。以上各項檢查點的面積。粘結力的檢查:采用刀刮法測試粘結力強度應不少于總面積的5%。
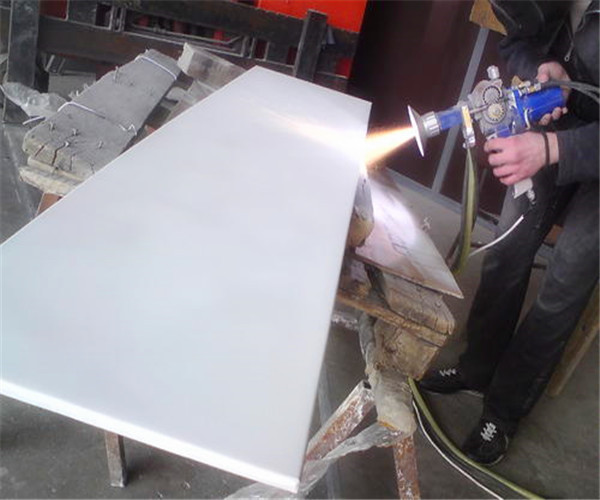
電弧噴鋁 噴鋅 熱噴涂工藝具有如下特點:
(1)可以在各種材料上噴涂涂層,如在金屬、陶瓷、玻璃、木材、塑料、石膏、布和紙等材料的表面均能進行噴涂;
(2)可噴涂的材料很廣泛,幾乎包括所有的固態(tài)工程材料,如各種金屬、陶瓷、塑料、金屬、非金屬礦物及這些材料組合成的復合粉末材料等;
(3)采用復合涂層等工藝,可以將性能截然不同的兩種以上的材料制成具有優(yōu)異綜合性能的涂層,如耐蝕、耐磨減磨、耐熱絕熱、抗氧化、導電、絕緣、密封、節(jié)能、輻射和及防輻射以及其它特殊功能的涂層;
(4)一般不受被噴涂工件尺寸的限制和施工場所的限制,即可以對大型構件表面進行大面積噴涂,也可以在指定的局部表面進行噴涂;既可以在工廠室內施工,也可以在戶外現場施工,十分靈活;
(5)噴涂層厚度可以控制,從幾十微米到幾個毫米,耗用的材料少,因而花錢少,收效大;
(6)噴涂操作的程序較少,噴涂施工時間短、效率高,比較經濟、易于;
(7)在熱噴涂過程中,體材料的受熱程度可以控制,等離子噴涂時,體材料的溫度不會超過200℃。因此,體的變形很小,對體材料的組織幾乎沒有影響;
(8)噴涂層低磨性很高,它的硬度可以根據所使用的材料類型調整到比較高的范圍;
感謝您對云南大理華電高空工程有限公司的信賴,當您進入這個頁面時,您已成為我們尊貴的客戶。歡迎您來到美麗的 煙囪維修加固防腐之鄉(xiāng)——云南大理,我們都在這里為您靜靜的守候!您可以通過以下文章詳細了解 煙囪維修加固防腐參數、價格、圖片、視頻等資料。
集裝箱熱噴鋅噴鋁防腐公司,華電高空工程(大理市分公司)為您提供集裝箱熱噴鋅噴鋁防腐公司產品案例,聯系人:朱雄飛,電話:【13961934918】、【15380593638】,發(fā)貨地:人民路金融城。











