

以下是:湖北省鄂州市噴鋁噴鋅-噴鋁噴鋅免費寄樣的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 電弧噴鋅施工 具備防腐資質 電弧噴鋁 管道外壁噴鋁 噴鋅 閘門噴鋁 鍋爐內壁噴合金 橋梁熱噴鋁 噴鋅 火焰噴鋁 熱噴鋁施工: 139 6193 4918 (技術專工) 火焰熱噴鋅 電弧噴鋅 噴鋁 噴耐磨合金 噴銅 噴不銹鋼 專業施工:153 8059 3638 (指導工程師) 范圍 噴鋁噴鋅-噴鋁噴鋅供應范圍覆蓋湖北省 鄂州市 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、孝感市、咸寧市、隨州市、恩施市、黃岡市 梁子湖區、華容區、鄂城區等區域。 【華電】持續拓展產品矩陣,現有襄陽煙囪維修加固防腐廠家實力大、荊門煙囪維修加固防腐精工打造、咸寧煙囪維修加固防腐工廠認證、隨州煙囪維修加固防腐應用廣泛、黃岡煙囪維修加固防腐品質可靠、華容煙囪維修加固防腐一站式廠家、鄂城煙囪維修加固防腐批發商等,滿足不同場景需求。噴鋁噴鋅-噴鋁噴鋅免費寄樣,華電高空工程(鄂州市分公司)lsw150631897-76專業從事噴鋁噴鋅-噴鋁噴鋅免費寄樣,聯系人:朱雄飛,發貨地:人民路金融城,以下是噴鋁噴鋅-噴鋁噴鋅免費寄樣的詳細頁面。 湖北省,鄂州市 鄂州市先后獲“全國數字城市建設示范市、中國武昌魚美食之鄉、全國綠化模范城市、中國快遞示范城市、衛生城市、全國法制宣傳教育先進城市、園林城市、生態示范區、中部投資城市、“寬帶中國”示范城市、中國旅游城市、全國文明城市、全國未成年人思想道德建設工作先進城市”等榮譽稱號。
別再錯過任何細節!花費一分鐘觀看噴鋁噴鋅-噴鋁噴鋅免費寄樣產品視頻,讓您的購買決策更加明智。以下是:湖北鄂州噴鋁噴鋅-噴鋁噴鋅免費寄樣的圖文介紹
噴鋅涂層是國外應用早的一種陰極保護涂層,60年代以前長效防護大部分采用噴鋅涂層。但是由于
(1)鋅層是一種---陽極材料,因此噴鋅涂層的防腐速率比噴鋁涂層高,其耐蝕期與厚度成正比,要達到長效防蝕、噴鋅涂層應有一定厚度;
(2)鋅的密度(7.09/cm3)。比鋁(2.7cm3)高2.6倍,熱噴涂鐵,因此噴涂相同厚度的涂層,鋅的消耗量是鋁的2.6倍。國外資料---,噴涂等效涂層厚度的情況下,表面熱噴涂,鋅比鋁涂層成本貴一倍;
(3)噴鋅所形成的zno粉塵對人體呼吸道有危害;
(4)噴鋅時由于空氣中co含量不足,不能形成穩定的znco3保護膜,而易疏松的zn(oh)2,在鋅涂層上產生許多“白銹”,紙輥熱噴涂,腐蝕率升高;
(5)由于工業區大氣、城市大氣中so2含量較高,使雨水酸度增加,也能破壞znco3膜的穩定性,南京熱噴涂,使鋅涂層腐蝕速率加快。
湖北鄂州華電高空工程有限公司是集(湖北鄂州) 本地 煙囪維修加固防腐生產、銷售、設計、制作、安裝為一體的廠家,并具有一整套完善的運營模式。長年專業從事生產、銷售各種(湖北鄂州) 本地 煙囪維修加固防腐等。歡迎來電咨詢。
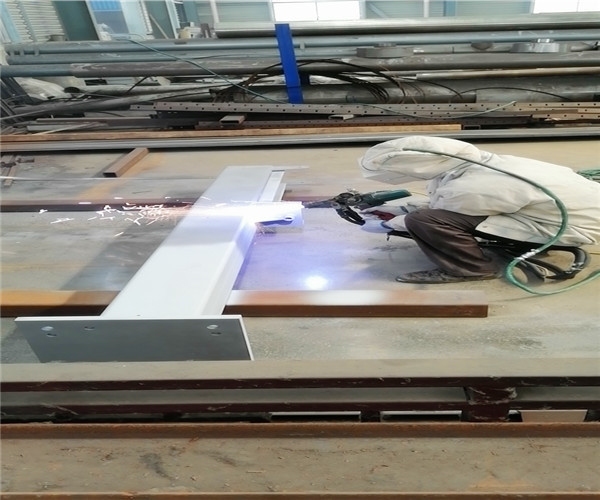
采用熱噴涂電弧噴鋁的方法耐腐蝕能力 1. 施工工序 工程的防腐施工在鋼桁架及上、下次梁構件制作完成后進行。施工順序:生產準備→構件表面處理→構件熱噴鋅→構件封閉處理→構件噴鋅質量檢測。其中構件表面處理、構件熱噴鋅是工程的主要工序。 2. 施工準備 1、做好構件交接工作、確定施工的生產組織方式、施工機具的配置(6m3/min空壓機兩臺、儲氣罐兩臺、無污染噴砂機兩臺、油水分離器四個、砂罐兩個、SAP-1型噴槍四把、磁性測厚儀兩臺等)。 2、施工之前作到三通一平。機械安裝調試。現場所有的壓力設備必須復檢合格,方可使用。 3、按品種、規格分類堆放構件并有明顯標識。堆放要減少構件的變形和銹蝕,鋼桁架構件要堆放在枕木上其間距以不引起桁架變形為宜。 4、原材料必須以二檢合格,具有出廠合格證及材質證明書方可使用。 3. 構件表面處理 1、 鋼結構的表面處理對熱噴涂涂層與基體的結合性能有很大影響。針對本工程的實際情況,鋼結構表面處理采用壓力式噴砂除銹法,這種施工方法即可使基體表面清潔度達到要求,也可使基體表面粗糙度達到要求。由于施工區域不同,噴砂選用不同的槍頭噴射。鋼桁架主梁等大面積工作區域采用150mm槍頭,并配粉塵回收裝置。角鋼及鋼桁架腹桿角鋼夾縫工作區域采用12 mm槍頭。 (1 ) 施工工藝:檢查壓力表、膠管、噴砂槍等機具正常→壓縮空氣進入儲氣罐經油,水分離器潔凈→ 打開砂罐進氣閥待罐內壓力達到平衡→打開罐底氣閥將砂粒噴射到金屬基體表面。 (2)砂選用干燥、清潔、有棱角的河砂,砂的粒徑為0.5~2.0mm。 (3) 噴砂施工時,施工環境相對濕度不應大于85%。構件要保持干燥。加工處理的鋼材表面呈現灰白色為佳,除銹等級達到Sa3級。鋼材表面粗糙度為RZ40~80 um。 (4) 除銹合格后,應在短時間內進行熱噴鋅處理。在晴天或不太潮濕的天氣,間隔時間不得超過12小時;在雨天,潮濕天氣下,間隔時間不得超過2小時。 4、 影響噴鍍層的原因 鋼結構表面處理好壞是影響其鍍層的保護年限和保護效率的主要原因,而影響表面處理的根本原因是:壓縮空氣的壓力、噴射角度、噴射距離。 (1) 壓縮空氣壓力范圍:壓縮空氣壓力一般在6~7KG/cm2。因在不同的壓力下,表面的電極電位值不同,所以鍍層的結合強度就不同。隨著空氣壓力的增加表面的粗糙度增加,鍍層與基體之間的結合力將會上升,當空氣壓力增加到7KG/cm2時其鍍層結合力達到高點。 (2)噴射時間:噴射時間的長短,對基體表面電極電位、粗糙度和噴涂層的結合強度有直接影響。根據實際操作可知噴射在20秒時粗糙度在40~60 um,鍍層有較高的結合強度值。4.2.3噴射角度及噴射距離:噴射角度是指噴射的砂粒射流中心束和基體表面的夾角。在其它條件不變情況下,噴射角度為75℃佳。噴射距離是指噴槍嘴與工件表面的距離。在其它條件不變的情況下噴射距離在180~200mm時,無
電弧噴噴鋁、噴鋅長效防腐技術的突出特點
(1)防腐壽命長:根據不同的腐蝕環境和具體的工件特點,通過合理的涂層設計,目前電弧噴涂長效防腐涂層體系自身的耐蝕壽命達50年以上,是重防腐油漆的4—5倍,熱浸鍍鋅的2—3倍,玻璃鋼涂層的2—3倍。因此電弧噴涂防腐技術使鋼結構件的使用壽命由10~15年提高到半個世紀以上。
(2)與金屬基體的結合力高:電弧噴涂層與基體以機械熱鑲嵌和微冶金結合共同作用,涂層表現出較高的結合力,是火焰噴涂的3倍,大大超過了標準,在所有防腐涂層里結合力高。
(3)生產效率高:電弧噴涂長效防腐技術同氧—乙炔火焰噴涂相比,電弧噴涂為雙絲送入,單機生產效率提高了3—4倍。
(4)涂層質量好:電弧噴涂加熱絲材方式為電弧加熱,絲材融化溫度高,融化均勻,噴涂致密,涂層質量穩定,對工件的熱應力沒有影響,而氧—乙炔火焰噴涂為火焰加熱,絲材融化溫度低,存在氧化、碳化等隱患,影響涂層質量。
(5)可修復性強:鋼結構件在加工、起吊、運輸、安裝過程中,涂層易被碰壞、劃傷,電弧噴涂技術可以進行修復,保證了防腐體系的完整性和有效性;而熱浸鋅及玻璃鋼等防腐技術本身無法進行修補,只能用噴涂或其它方法修復,勢必增加設備投資。
(6)普遍適應性好:電弧噴涂技術可根據腐蝕環境不同選用相應的耐蝕材料,工藝系統具有普遍適應性;熱浸鋅只能制備鋅涂層,對于復雜的腐蝕環境,單一的鋅涂層往往又難以適應,因此熱浸鋅防腐方法適應性較差。
選購噴鋁噴鋅-噴鋁噴鋅免費寄樣來湖北省鄂州市找華電高空工程(鄂州市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:朱雄飛,地址:[人民路金融城]。








