
以下是:不銹鋼三通制造商的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 山東 類型 不銹鋼三通 材質 不銹鋼 不銹鋼三通制造商,海利物資(海西市分公司)為您提供不銹鋼三通制造商產品案例,聯系人:王經理,電話:0635-2110008、13020596088,QQ:313681599,發貨地:經濟開發區齊魯大道146號。 青海省,海西蒙古族藏族自治州 海西蒙古族藏族自治州,州府駐德令哈市,是青海的8個地級行政區之一,地處青藏高原北部、青海省西部,地勢西北高,東南低,是典型的高寒干燥大陸性氣候區。全州總面積32.58萬平方千米,共轄3個縣級市,3個縣。根據第七次人口普查數據,截至2020年11月1日零時,海西蒙古族藏族自治州市常住人口為468216人。
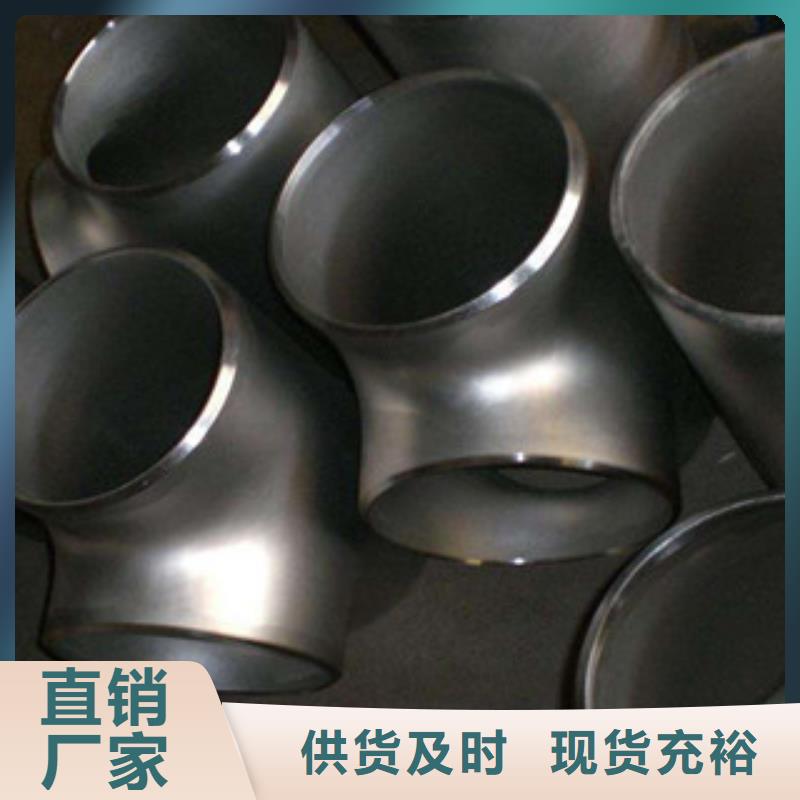
簡約而不簡單,我們的不銹鋼三通制造商產品視頻將用直觀的方式展示產品的核心價值。以下是:不銹鋼三通制造商的圖文介紹
10多年來,青海海西海利物資有限公司一路走來,風雨兼程,有成功也有挫折;未來的日子,我們誓寫歷史新篇章,與您共創快樂生活!公司理念:以市場需求為導向,以 不銹鋼彎頭產品質量為中心;傳播快樂,未來。經營方針:誠信是資本,質量是生命,創新是動力。企業精神:創新、團結、拼搏。
手工電弧焊時焊機采用直流反接,氬弧焊時采用直流正接;焊前應將焊絲用不銹鋼絲刷刷掉表面的氧化皮,并用丙酮洗濯;焊條應在200~250℃烘干1h,隨取隨用;焊前將工件坡口兩側25mm范圍內的油污等清理干凈,并用丙酮洗濯坡口兩側25mm范圍;氬弧焊時,噴嘴直徑Φ2mm,鎢極為缽鎢極,規格Φ2.5mm;氬弧焊焊接不銹鋼時,背面 充氬氣保護,才能保證背面成形。采用在管道內局部充氬的方法,流量為5~14L/min,正面氬氣流量為12~13L/min。打底焊時焊縫厚度應盡量薄,與根部熔合杰出,收弧時要成緩坡形,如有收弧縮孔,應用磨光機磨掉。 在坡口內引弧熄弧,熄弧時應填滿弧坑,防止弧坑裂紋。
為防止奧氏體不銹鋼供水管件碳化物析出敏化及晶間腐蝕,應嚴格控制層間溫度和焊后冷卻速率,要求焊接時層間溫度控制在60℃以下,
不銹鋼和碳鋼 分開作業,嚴禁在放有不銹鋼管道和設備的地方加工、焊接碳鋼構件;所使用的工具也要嚴格區分。管道中由不銹鋼和碳鋼制作的構件之間,以及不同材質的法蘭、閥門、管卡和支架之間 要有絕緣層。正確的隔離方法是在接觸的部位套上塑料墊片和套筒。與接觸的材料(如法蘭墊片等)要能防臭氧腐蝕。PTFE(聚四氟乙烯)、EDPM(乙烯丙烯二烯單體)、Viton(含氟橡膠)均能滿足上述要求。從彎管機的角度,彎管速度、滑槽速度、滑槽與彎管模的夾緊程度、滑槽的選用等都與彎管質量相關。彎管時彎管速度與滑槽速度保持一致。夾緊管子后滑槽、夾塊與彎管模之間應留有2mm的間隙,如夾緊力不足,彎頭內側會產生褶皺;若夾緊力過大,會造成彎管模和滑槽的損壞,以及管子的拉傷。滑槽的選用有兩個要點:
由于奧氏體不銹鋼具有較低的導熱率和較高的膨脹系數,這樣在焊接過程中會產生較大的變形和應變。所以焊接質量主要取決于焊接工藝是否與母材相適應。為此在確定焊接工藝時。 從以下方面進行考慮。
不銹鋼常用的焊接方法有手工電弧焊、氣體保護焊及自動埋弧焊。主要是根據設計的介質參數、施工條件和操作環境、以及施工成本等確定。在工藝管道施工中,因管徑大小不等,且管道上閥門、管件較多,使得焊口位置變化較復雜。所以一般均采用手工電弧焊。對于輸送易燃、易爆或介質有 潔凈度要求的管道,通常采用氬弧焊打底。手工電弧焊蓋面的方式焊接,以提高焊縫的內在質量。焊接材料的選擇不銹鋼焊條分為鉻不銹鋼焊條和鉻鎳不銹鋼焊條。鉻不銹鋼焊條主要用于馬氏體型不銹鋼焊接。焊條的選擇主要從母材的化學成分、管道介質溫度和壓力、焊機電流(交流或直流)、焊接方法以及焊接時的環境溫度等多方面考慮。一般來說,通過選擇確認,會有多個牌號的焊條能夠滿足焊接要求。這時可根據焊條的性價比擇優選用。
不銹鋼三通制造商_海利物資(海西市分公司),固定電話:13020596088,移動電話:0635-2110008,聯系人:王經理,QQ:313681599,經濟開發區齊魯大道146號 發貨到 青海省 海西市 西寧市、海東市、海北市、海南市、玉樹市、果洛市、黃南市 。








