


以下是:2025流化床鍋爐噴涂大型承接單位的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 山東鍋爐熱噴涂 山東 2025流化床鍋爐噴涂大型承接單位,宏合集團(河池市分公司)專業從事2025流化床鍋爐噴涂大型承接單位,聯系人:張經理,電話:【06358655311】、【13780722348】,發貨地:開發區,以下是2025流化床鍋爐噴涂大型承接單位的詳細頁面。 廣西壯族自治區,河池市 河池市,簡稱“河”,廣西壯族自治區轄地級市,地處廣西北部、云貴高原南麓,境內地形多樣,結構復雜,地勢西北高東南低,屬亞熱帶季風氣候,總面積3.35萬平方千米。截至2022年3月,全市轄2個區、9個縣。截至2022年末,全市常住人口340.96萬人。
觀看我們的產品視頻,就像打開了一扇通往2025流化床鍋爐噴涂大型承接單位產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。
以下是:2025流化床鍋爐噴涂大型承接單位的圖文介紹
真空等離子噴涂(又叫低壓等離子噴涂)真空等離子噴涂是在氣氛可控的,4~40Kpa的密封室內進行噴涂的技術。因為工作氣體等離子化后,是在低壓氣氛中邊膨脹體積邊噴出的,所以噴流速度是超音速的,而且非常適合于對氧化高度敏感的材料。4、水穩等離子噴涂前面說的等離子噴涂的工作介質都是氣體,而這種方法的工作介質不是氣而是水,它是一種高功率或高速等離子噴涂的方法,其工作原理是:噴槍內通入高壓水流,并在槍筒內壁形成渦流,這時,在槍體后部的陰極和槍體前部的旋轉陽極間產生直流電弧,使槍筒內壁表面的一部分蒸發、分解,變成等離子態,產生連續的等離子弧。由于旋轉渦流水的聚束作用,其能量密度提高,燃燒穩定,因此,可噴涂高熔點材料,特別是氧化物陶瓷,噴涂效率非常高。電熱法
1、電爆噴涂:在線材兩端通以瞬間大電流,使線材熔化并發生爆炸。此法專用來噴涂氣缸等內表面。2、感應加熱噴涂:采用高頻渦流把線材加熱,然后用高壓氣體霧化并加速的噴涂方法。3、電容放電加熱:利用電容放電把線材加熱,然后用高壓氣體霧化并加速的噴涂方法。激光法
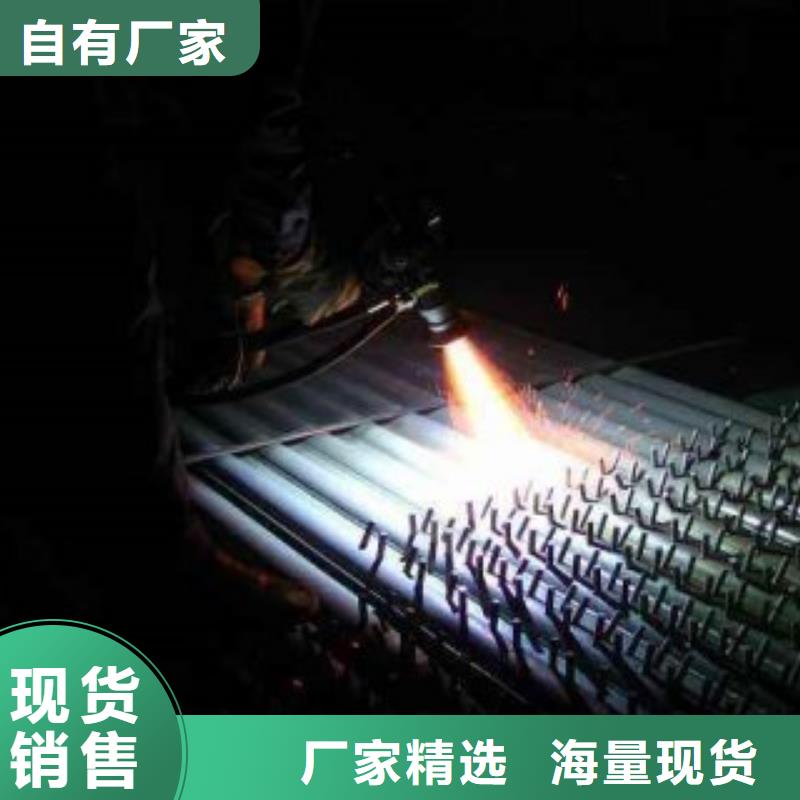
把高密度能量的激光束朝著接近于零件的基體表面的方向直射,基體同時被一個輔助的激光加熱器加熱,這時,細微的粉末以傾斜的角度被吹送到激光束中。圖11 激光噴涂熔化粘結到基體表面,形成了一層薄的表面涂層,與基體之間形成良好的結合(噴涂環境可選擇大氣氣氛或惰性氣體氣氛,或真空下進行)
空壓機壓縮空氣為動力,以形成尚速噴射束將噴料高速噴射到被需處理的工件表面,使工件表面的外表面的機械性能發生變化的一種機器。由上面的自動噴砂機的定義我們知道,空壓設備對于噴砂機有多么重要。自動噴砂機空壓設備有一個比較常見的故障就是岀現裂紋,裂紋對空壓設備的影響可以說是致命的,自動噴砂機空壓設備產生裂紋常見的原因有:(1)冷卻水在機體缸頭中,在冬季停機后沒有及時放水而凍結;(2)由于鑄件鑄造時產生的內應力,在使用中振動后逐漸擴大明顯;(3)由于機械事故而引起的,如活塞破裂,連杄螺釘折斷,造成連杄折斷脫落,或曲軸上的平衡鐵飛出打壞機體或氣伐中零件脫落頂壞缸頭等。目前常用的檢測空壓設備裂紋的方法是什么呢?就是用提高冷卻水壓的方法。在設備條件較好的工廠,水壓檢查是在水壓器上進行的,自動噴砂機翰送式在設備條件較差的單位,有的用普通水壓水泵改制成簡易設備。檢查時,將機體或缸頭的水管接頭堵住,只把其中一個水管接頭用橡皮管與水泵出水口連接起來,機體上的平面應選用尺寸相當的專用蓋板,使冷卻水不能外溢,然后打開開關,壓動水泵,使水進入冷卻水套,待開關出水后,再把開關關閉,繼續壓動水泵,使壓力表指針到3-4個大氣壓時即停止供水,這時,可仔細看機體、缸頭的上、下、內、外有無漏水或滲水的部位。
廣西河池宏合集團立足國內市場,實施穩健發展。通過持續創新,不斷為客戶提供量身訂做的 無縫鋼管方案和滿意的服務!
等粒子噴涂工藝在等粒子噴涂過程中,影響涂層質量的工藝參數很多,主要有:①等離子氣體:氣體的選擇原則主要根據是可用性和經濟性,N2氣便宜,且離子焰熱焓高,傳熱快,利于粉末的加熱和熔化,但對于易發生氮化反應的粉末或基體則不可采用。Ar氣電離電位較低,等離子弧穩定且易于引燃,弧焰較短,適于小件或薄件的噴涂,此外Ar氣還有很好的保護作用,但Ar氣的熱焓低,價格昂貴。氣體流量大小直接影響等離子焰流的熱焓和流速,從而影響噴涂效率,涂層氣孔率和結合力等。流量過高,則氣體會從等離子射流中帶走有用的熱,并使噴涂粒子的速度升高,減少了噴涂粒子在等離子火焰中的“滯留”時間,導致粒子達不到變形所必要的半熔化或塑性狀態,結果是涂層粘接強度、密度和硬度都較差,沉積速率也會顯著降低;相反,則會使電弧電壓值不適當,并大大降低噴射粒子的速度。極端情況下,會引起噴涂材料過熱,造成噴涂材料過度熔化或汽化,引起熔融的粉末粒子在噴嘴或粉末噴口聚集,然后以較大球狀沉積到涂層中,形成大的空穴。②電弧的功率:電弧功率太高,電弧溫度升高,更多的氣體將轉變成為等離子體,在大功率、低工作氣體流量的情況下,幾乎全部工作氣體都轉變為活性等粒子流,等粒子火焰溫度也很高,這可能使一些噴涂材料氣化并引起涂層成分改變,噴涂材料的蒸汽在基體與涂層之間或涂層的疊層之間凝聚引起粘接不良。此外還可能使噴嘴和電極燒蝕。而電弧功率太低,則得到部分離子氣體和溫度較低的等離子火焰,又會引起粒子加熱不足,涂層的粘結強度,硬度和沉積效率較低。③供粉:供粉速度必須與輸入功率相適應,過大,會出現生粉(未熔化),導致噴涂效率降低;過低,粉末氧化嚴重,并造成基體過熱。送料位置也會影響涂層結構和噴涂效率,一般來說,粉末必須送至焰心才能使粉末獲得 的加熱和 的速度。④噴涂距離和噴涂角:噴槍到工件的距離影響噴涂粒子和基體撞擊時的速度和溫度,涂層的特征和噴涂材料對噴涂距離很敏感。噴涂距離過大,粉粒的溫度和速度均將下降,結合力、氣孔、噴涂效率都會明顯下降;過小,會使基體溫升過高,基體和涂層氧化,影響涂層的結合。在機體溫升允許的情況下,噴距適當小些為好。噴涂角:指的是焰流軸線與被噴涂工件表面之間的角度。該角小于45度時,由于“陰影效應”的影響,涂層結構會惡化形成空穴,導致涂層疏松。⑤噴槍與工件的相對運動速度:噴槍的移動速度應保證涂層平坦,不出線噴涂脊背的痕跡。也就是說,每個行程的寬度之間應充分搭疊,在滿足上述要求前提下,噴涂操作時,一般采用較高的噴槍移動速度,這樣可防止產生局部熱點和表面氧化。⑥基體溫度控制:較理想的噴涂工件是在噴涂前把工件預熱到噴涂過程要達到的溫度,然后在噴涂過程中對工件采用噴氣冷卻的措施,使其保持原來的溫度。在等離子噴涂的基礎上又發展了幾種新的等離子噴涂技術
2025流化床鍋爐噴涂大型承接單位,宏合集團(河池市分公司)為您提供2025流化床鍋爐噴涂大型承接單位產品案例,聯系人:張經理,電話:【06358655311】、【13780722348】,發貨地:開發區。









