


以下是: 水冷壁防磨噴涂 廠家的產品參數
產品參數 產品價格 商議 發貨期限 商議 供貨總量 不限 運費說明 商議 產地 北京 材質 SAM、DM 、45CT 、SOR、JP-99 、PS45 品牌 `賽億科技、佳倍德、廊橋 水冷壁防磨噴涂 廠家_神騰防腐工程(黃山市分公司),固定電話:【13963542828】,移動電話:【13863572092】,聯系人:呂經理,開發區 發貨到 安徽省 黃山市 合肥市、馬鞍山市、蚌埠市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 屯溪區、徽州區、歙縣、休寧縣、黟縣、祁門縣。 安徽省,黃山市 2022年,黃山市實現地區生產總值(GDP)1002.3億元,分產業看,產業增加值78.2億元,第二產業增加值355.2億元,第三產業增加值568.9億元。三次產業結構為7.8:35.4:56.8。按常住人口計算,人均地區生產總值75505元(折合11226美元)。
以下是我們上傳的 水冷壁防磨噴涂 廠家實拍視頻,您可以點擊觀看。
以下是: 水冷壁防磨噴涂 廠家的圖文介紹
鍋爐包含五大系統:
燃燒系統、物料循環系統、燃煤制備系統、風煙系統以及除渣、除灰系統,循環流化床鍋爐結構如下: 鍋爐主要由以下三大部分組成:爐膛;固體循環回路(主要由旋風分離器、回料器及外置流化床組成);尾部豎井。 循環流化床鍋爐的心臟部件是爐膛,燃料和脫硫用的石灰石從這里給入。一次風通過布風板進入爐膛,作為一次燃燒用風,同時向上的氣流將固體粒子托起(被流化),并充滿了整個爐膛容積。二次風分兩級送入爐膛,由此實現分級燃燒。旋風分離器將離開爐膛的固體粒子捕獲下來,通過水冷錐形閥對固體粒子流量進行分配,一部分通過回料器直接送入下爐膛以維持主循環回路固體粒子平衡;另一部分從旋風分離器分離下來的固體粒子通過布置在類似鼓泡床中的外置式換熱器放熱后被送入爐膛。分離后含少量飛灰的干凈煙氣進入尾部豎井,經空氣預熱器和飛灰收集系統,后由煙囪排入大氣。 鍋爐汽水系統:高壓系統包括省煤器、鍋筒、蒸發受熱面和過熱器。水循環系統采用自然循環。鍋爐給水首先被引至布置在尾部煙道的省煤器進口集箱,逆流向上流經水平布置的省煤器管組后通過省煤器引出管進入鍋筒。在啟動階段沒有給水流入鍋筒時,省煤器再循環管路可以將鍋水從鍋筒引至省煤器進口集箱,防止省煤器管子內的水靜滯汽化。 循環流化床風煙系統:鍋爐的燃燒需要相對較高的空氣壓頭使顆粒在床內能得到流化,經過一二次風機出來的一二次風通過空預器后被送入爐膛。其它用風包括外置式換熱器、回料器、冷渣器的流化風,其流化風均取自高壓流化風機。空氣預熱器采用成熟的四分倉回轉式空氣預熱器。 除渣、除灰系統:鍋爐在正常運行過程中,大量的固體粒子在爐膛和分離器組成的主循環回路中不停的循環著。一部分極細的粒子隨煙氣一起到達尾部煙道,作為飛灰進入除塵器;而其余大部分粒子卻被分離器捕獲下來,通過回料器或外置式換熱器回到爐膛。爐膛底部排渣經冷渣器冷卻后排出。
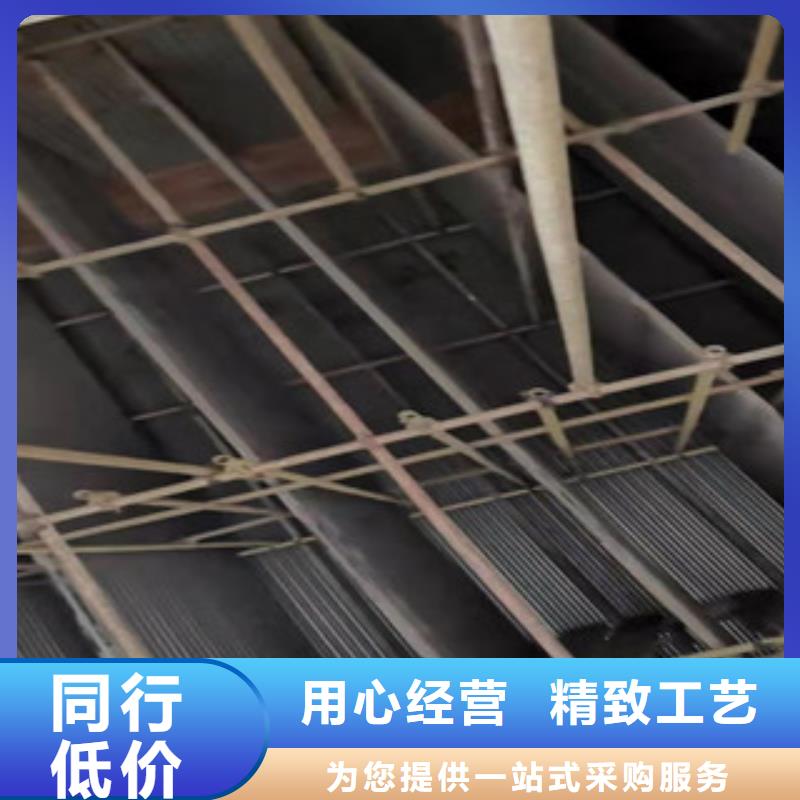
電廠循環流化床鍋爐噴涂防磨層工藝流程 噴涂工藝如下:
1 、 噴砂打磨 噴涂前的基體表面必須清潔、 無油污、 且須達到清潔和毛化要求。 噴砂打磨的目的是使鍋爐 ” 四管 ” 表面呈灰白色的金屬外觀和均勻粗化。 A 、凈化處理要求 使表面清潔度達到 GB8923 — 88 《涂裝前鋼材表面銹蝕等級和除銹等級》規定的 Sa3 級,且干燥、無灰塵、無油污、無氧化皮、無銹跡。噴砂處理結束后再進行管壁表面的檢查,如有缺陷及 時修補。 B 、粗化處理要求 使其表面粗糙度達到 GP11373 — 89 《熱噴涂金屬表面預處理通則》規定的 RZ60 — 80μ m 。噴砂磨粒選用清潔干燥有銳棱角的,抗碎能力強。磨料粒度: 1.2 — 2.0mm 。可以達到對表 面進行仔細的清理及有效的表面毛化,提高噴涂結合強度的目的。 2 、防腐蝕噴涂 使用超音速電弧噴 涂技術對鍋爐 “ 四管 ” 進行噴涂,噴涂材料為鎳鉻鉬合金及 L× 88A 合金,設計噴涂厚度 0.8~1.0mm 。噴涂表 面達到均勻、致密。 A 、噴涂底層〈自粘結涂層〉為了進一步提高涂層與基體的界面結合強度,又為后續 涂層提供一個較為粗糙的噴涂表面,選用熱噴涂專用打底材料,采用高速電弧噴涂工藝粘結涂層厚度控制 在 0.03mm 左右。 B 、噴涂工作層噴涂完粘結底層后必須在一小時內噴涂工作層,工作層要求深層致密 . 顆 粒細小應盡量避免合金元素燒損,在保證正常噴涂的情況下,電弧電壓,電弧電流則越低越好。 噴砂 后的鍋爐 “ 四管 ” ,應盡快進行噴涂,其間隔時間越短越好,在晴天或不潮濕的天氣,間隔時間不可超過 12 小時,在雨天、潮濕或含鹽霧氣氛下,間隔時間不超過 2 小時。噴涂必須在如下條件下實施:環境大氣高 于 5 ℃或基體金屬的溫度至少比大氣露點高 3 ℃,在雨天、潮濕或含霧的氣氛中,噴涂操作必須在室內或 工棚棚中進行。 3 、 噴涂層的封孔處理 對于防腐噴涂,必須加封孔劑,以避免腐蝕物質通過涂層的孔隙往里面滲入,直接腐蝕母材,或間接減少 防腐涂層的有效厚度。 采用 810 耐高溫專用封孔劑進行封孔處理, 噴涂后采用噴涂方法覆蓋在涂層上面。 4. 、 現場檢測 噴涂完成后,應進行外觀檢查,涂層表面致密、均勻、顆粒細小,不允許有起皮、鼓泡、大溶滴、裂紋、 掉塊及其他影響涂層使用的缺陷。使用日本原裝進口的磁性涂層測厚儀進行現場實測,厚度達到要求,可 以保證工程質量
山東神騰防腐工程有限公司
電廠循環流化床鍋爐噴涂防磨層工藝流程 噴涂工藝如下:
1 、 噴砂打磨 噴涂前的基體表面必須清潔、 無油污、 且須達到清潔和毛化要求。 噴砂打磨的目的是使鍋爐 ” 四管 ” 表面呈灰白色的金屬外觀和均勻粗化。 A 、凈化處理要求 使表面清潔度達到 GB8923 — 88 《涂裝前鋼材表面銹蝕等級和除銹等級》規定的 Sa3 級,且干燥、無灰塵、無油污、無氧化皮、無銹跡。噴砂處理結束后再進行管壁表面的檢查,如有缺陷及 時修補。 B 、粗化處理要求 使其表面粗糙度達到 GP11373 — 89 《熱噴涂金屬表面預處理通則》規定的 RZ60 — 80μ m 。噴砂磨粒選用清潔干燥有銳棱角的,抗碎能力強。磨料粒度: 1.2 — 2.0mm 。可以達到對表 面進行仔細的清理及有效的表面毛化,提高噴涂結合強度的目的。 2 、防腐蝕噴涂 使用超音速電弧噴 涂技術對鍋爐 “ 四管 ” 進行噴涂,噴涂材料為鎳鉻鉬合金及 L× 88A 合金,設計噴涂厚度 0.8~1.0mm 。噴涂表 面達到均勻、致密。 A 、噴涂底層〈自粘結涂層〉為了進一步提高涂層與基體的界面結合強度,又為后續 涂層提供一個較為粗糙的噴涂表面,選用熱噴涂專用打底材料,采用高速電弧噴涂工藝粘結涂層厚度控制 在 0.03mm 左右。 B 、噴涂工作層噴涂完粘結底層后必須在一小時內噴涂工作層,工作層要求深層致密 . 顆 粒細小應盡量避免合金元素燒損,在保證正常噴涂的情況下,電弧電壓,電弧電流則越低越好。 噴砂 后的鍋爐 “ 四管 ” ,應盡快進行噴涂,其間隔時間越短越好,在晴天或不潮濕的天氣,間隔時間不可超過 12 小時,在雨天、潮濕或含鹽霧氣氛下,間隔時間不超過 2 小時。噴涂必須在如下條件下實施:環境大氣高 于 5 ℃或基體金屬的溫度至少比大氣露點高 3 ℃,在雨天、潮濕或含霧的氣氛中,噴涂操作必須在室內或 工棚棚中進行。 3 、 噴涂層的封孔處理 對于防腐噴涂,必須加封孔劑,以避免腐蝕物質通過涂層的孔隙往里面滲入,直接腐蝕母材,或間接減少 防腐涂層的有效厚度。 采用 810 耐高溫專用封孔劑進行封孔處理, 噴涂后采用噴涂方法覆蓋在涂層上面。 4. 、 現場檢測 噴涂完成后,應進行外觀檢查,涂層表面致密、均勻、顆粒細小,不允許有起皮、鼓泡、大溶滴、裂紋、 掉塊及其他影響涂層使用的缺陷。使用日本原裝進口的磁性涂層測厚儀進行現場實測,厚度達到要求,可 以保證工程質量
山東神騰防腐工程有限公司
安徽黃山神騰防腐工程有限公司憑借著可靠的質量、低廉的價格和優良的信譽,以客戶為本的生產宗旨, 用多樣化的產品滿足了客戶不同層次,不同方面的需求,贏得了廣大客戶的一致好評。我們可以根據您的需求,為您的產品設計合理,美觀的產品包裝。真誠希望與各界新老朋友建立長期穩定、可靠的業務關系。您的需求就是我們的發展,讓您滿意是我們不懈的求,我們將以貼心的服務,更可靠的質量來回報您的支持,贏得您的信賴,歡迎來電垂詢。深入細節,建立了質量管理體系,通過“自檢、互檢、專檢”層層把關。從而在產品質量上得到了嚴格的保障!
今年在安徽省黃山市購買 水冷壁防磨噴涂 廠家有了新選擇,神騰防腐工程(黃山市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的 水冷壁防磨噴涂 廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:呂經理-【13963542828】,地址:開發區。












