


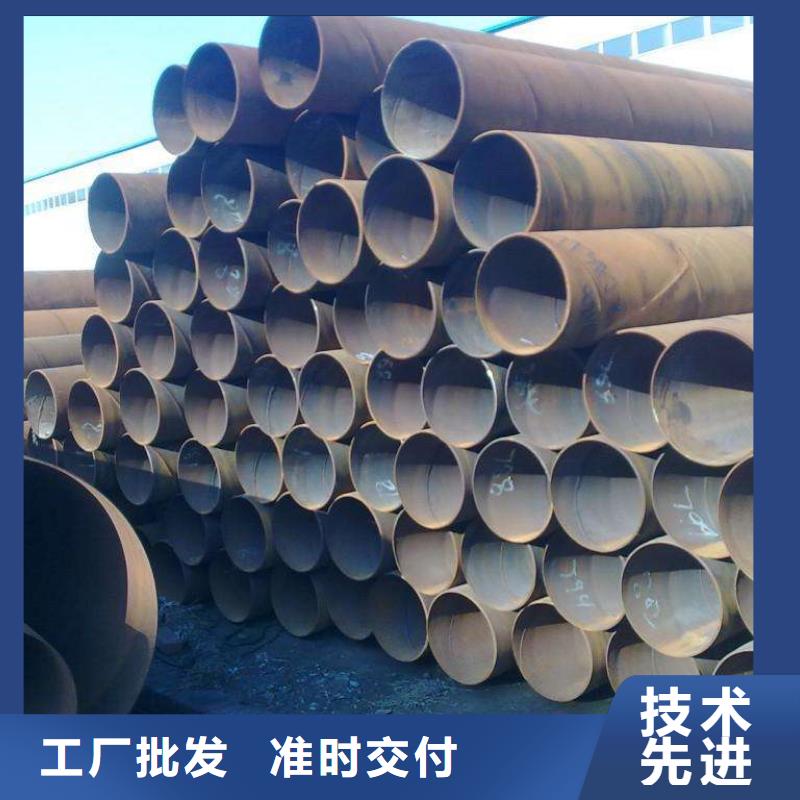

螺旋管,螺旋鋼管標準工藝產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。
以下是:螺旋管,螺旋鋼管標準工藝的圖文介紹
聚力群達金屬材料(湖北省分公司)于2016年成立,坐落于美麗的湖北,是一家致力于集銷售 格型號無縫鋼管公司,并可根據客戶的要求,定做客戶所需的 格型號無縫鋼管產品,以滿足 格型號無縫鋼管市場需求. 公司以“質量為主,用戶滿意”的企業宗旨,堅持走”科技興廠,質量取勝”的道路。以產品的質量,客戶的信賴求發展。“科學進取,誠信待人,團結務實,雷厲風行“的企業文化。客戶用的開心,用的滿意使我們長期以來的方向。


(9)采用空氣等離子切割機將螺旋管切成單根。
(10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。
(12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。
(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
(14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。






9711標準:
9711標準也就是我們常說的國標,人們也習慣稱為國標螺旋焊管,主要應用于石油天然氣等行業,對于直徑在508以下的要求偏差范圍,是上下12.5%508以上的螺旋焊管是上下10%。
二、湖北當地5037標準:
5037標準就是我們常說的部標,也是我們 的標準,然們習慣稱為部標螺旋焊管,主要是應用于壓力非常小的流體工程,對于直徑在508以下的要求偏差范圍,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管廠家為了便利生產,一般都是按照實際壁厚生產,這一點一定要注意。






螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。




螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,構成有開口空位的圓形管坯,調整揉捏輥的壓下量,使焊縫空位控制在1~3mm,并使焊口兩頭齊平。螺旋鋼管首要應用于自來水工程、湖北附近石化工業、湖北本地化學工業、湖北電力工業、湖北同城農業灌溉、湖北附近城市建設,是我國開發的二十個要點產品之一。
螺旋管廠的質量檢測:依照螺旋鋼管廠出產規范的規則,螺旋管廠的首要查驗/操控項目包含:外形尺寸:鋼管外徑、湖北當地壁厚、湖北本地橢圓度、湖北同城彎曲度、湖北當地管端筆直度。長度外觀質量:焊縫余高、湖北錯邊、湖北本地鋼管外表、湖北當地分層、湖北攙雜、湖北本地焊縫缺點斷定化學成分、湖北附近焊接接頭、湖北同城拉伸實驗、湖北靜水壓實驗、湖北本地酸蝕查驗、湖北無損查驗等。而直縫焊管沒有相應的出產規范。
