




珩磨管缸筒今年新款視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:珩磨管缸筒今年新款的圖文介紹
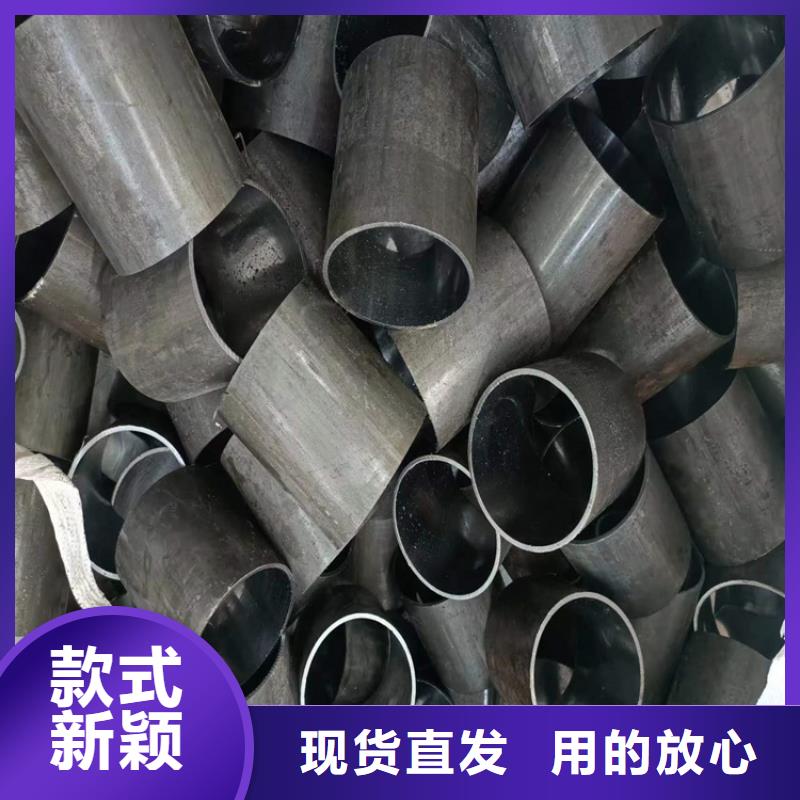
珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹1、 結構分析:1、 φ50mm×770mm本身的圓度公差為0.005mm。2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。2、 技術要求分析:1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經調質處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時承受交變載荷,φ50mm×770mm處密封該設備來回摩擦其表面,因此需要高硬度和珩磨管


企業旺旺珩磨管絎磨管油缸管但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。根據對上述兩種材料的特性分析可知,油缸的工作溫度才是確定選用何種材料作支承襯套的關鍵所在,一般工作溫度下使用尼龍就可以了,但對于要在高溫下工作的油缸來說,聚甲醛作為珩磨管的支承襯套才是理想選擇。






企業旺旺珩磨管絎磨管油缸管熱軋鋼管珩磨,珩磨管用連鑄板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。(一般制管行業喜歡使用。)將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。該產品有局部替代冷軋板的趨向,無縫鋼管價格適中,深受廣大用戶喜愛。 冷拔鋼管用熱軋鋼卷為原料,經酸洗去除氧化皮后進行冷連軋,其成品為軋硬卷,由于連續冷變形引起的冷作硬化使軋硬卷的強度、硬度上升、韌塑指標下降,因此沖壓性能將惡化,只能用于簡單變形的零件。軋硬卷可作為熱鍍鋅廠的原料,因為熱鍍鋅機組均設置有退 火線。




液壓機械有限公司(湖北分公司)自成立以來,秉承“以質量求發展,以服務創品牌”的理念,依靠多年積累的 珩磨管生產廠家經驗,雄厚的技術實力,高技能的技術人才,嚴格的檢測手段,在我省“產學研基地”的技術指導下,為社會供應了大批優良 珩磨管生產廠家產品,得到了 珩磨管生產廠家業內工作者的好評.


珩磨管油缸管絎磨管隨著珩磨管的使用越來越廣,其產品質量也越來越參差不齊,珩磨管是重要的設備元件,除卻材質的好壞能影響它的使用壽命之外,日常的保養也是提高其工作效率,增加其使用壽命的重要的措施。珩磨管在使用一段的時間之后,通常會出現一些較為微小的故障,一旦將它們忽視,小問題就會成為大問題。由于珩磨管的主要工作部分是活塞和缸筒部分,所以活塞與缸筒部分容易出現問題,所以該部分的保養也變得很重要。該部分常見的問題是活塞桿的劃傷和缸筒的磨損,一旦該部分出現問題,珩磨管的正常工作就很難進行,所以要適時的檢查與修補。珩磨管在工作時如果發出一些奇怪的聲響,就代表油缸內出現問題,需要及時解決。



