


以下是:10#無縫鋼管專營的產品參數
產品參數 產品價格 電議 發貨期限 商議 供貨總量 不限 運費說明 三天 產地 天津 材質 45# 計重方式 過磅 質量等級 是否進口 - 10#無縫鋼管專營,偉通信達商貿有限公司(湖北分公司)為您提供10#無縫鋼管專營產品案例,聯系人:常慶義,電話:022-26395677、13821119282,QQ:603181958,發貨地:北辰區常瀛商業廣場4-1112。 湖北省 湖北省,簡稱“鄂”,別名楚、荊楚,中華人民共和國省級行政區,省會武漢。地處中國中部地區,東鄰安徽,西連重慶,西北與陜西接壤,南接江西、湖南,北與河南毗鄰,介于北緯29°01′53″—33°6′47″、東經108°21′42″—116°07′50″之間,東西長約740千米,南北寬約470千米,總面積18.59萬平方千米,占中國總面積的1.94%。截至2022年12月31日,湖北省轄12個地級市、1個自治州,39個市轄區、26個縣級市、37個縣(其中2個自治縣)、1個林區。截至2022年末,湖北省常住人口5844萬人。
想要更直觀地了解10#無縫鋼管專營產品嗎??產品視頻,帶你走進產品世界
以下是:10#無縫鋼管專營的圖文介紹
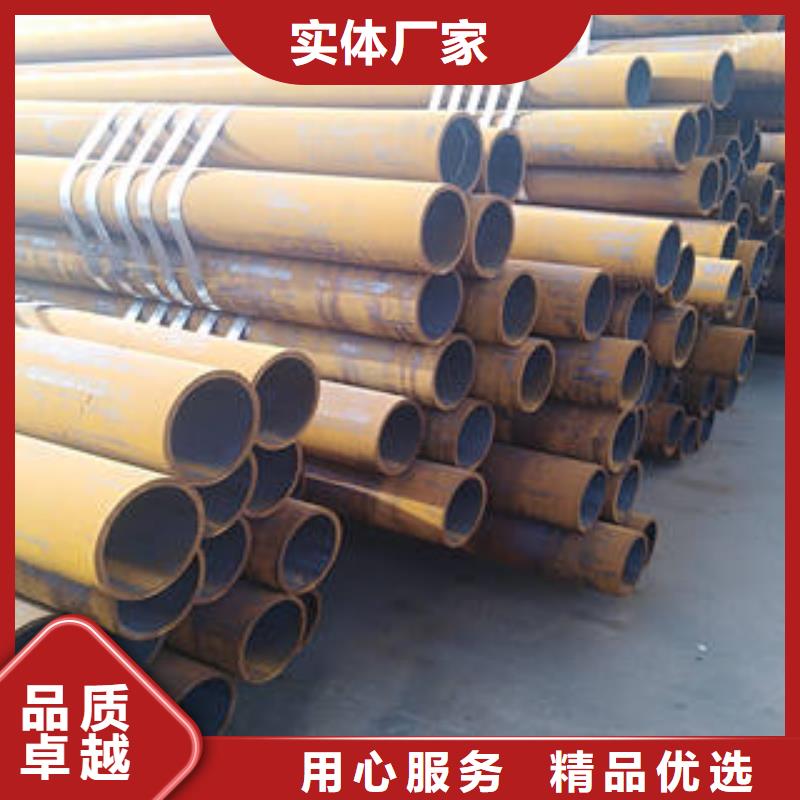
厚壁無縫管生產工藝
一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
一般情況下,無縫鋼管外徑用字母D來表示,附加外直徑的尺寸和壁厚,例如外徑為159的無縫鋼管,壁厚為6mm,用D159*6表示。管子的直徑可分為外徑、內徑、公稱直徑。鋼筋混凝土管、鑄鐵管、鍍鋅鋼管等采用DN表示,在設計圖紙中一般采用公稱直徑來表示,公稱直徑是為了設計制造和維修的方便人為地規定的一種標準,也稱公稱通徑,是管子(或者管件)的規格名稱。管子的公稱直徑和其內徑、外徑都不相等,例如:公稱直徑為100mm的無縫鋼管有102*5、108*5等好幾種,102為管子的外徑,5表示管子的壁厚,因此,該鋼管的內徑為(108-5*2)=98mm,但是它不完全是等于鋼管外徑減兩倍壁厚之差,也可以說,公稱直徑是接近于內徑,但是又不等于內徑的一種管子直徑的規格名稱,公稱直徑采用符號DN表示,如果在設計圖紙中采用外徑表示,也應該作出管道規格對照表,表明某種管道的公稱直徑,壁厚,而在設計圖紙中要用公稱直徑,主要是為了根據公稱直徑可以確定管子、管件、閥門、法蘭、墊片等結構尺寸與連接尺寸。
無縫鋼管生產技術的發展開始于建設制造業的興起。19 世紀初期石油的開發,兩次世界大戰期間艦船、鍋爐、飛機的制造,第二次世界大戰后火電鍋爐的制造,化學工業的發展以及石 油天然氣的鉆采和運輸等,都有力地推動著無縫鋼管工業在品種、產量和質量上的發展。 無縫鋼管不僅用于輸送流體和粉狀固體、交換熱能、制造機械零件和容器,它還是一種經濟鋼材。用無縫鋼管制造建筑結構網架、支柱和機械支架,可以減 輕重量,節省金屬20~40%,而且可實現工廠化機械化施工。用無縫鋼管制造公路橋梁不但可節省鋼材、簡化施工,而且可大大減少涂保護層的面積,節約投資和維護費用。所以,任何其他類型的鋼材都不能完全代替無縫鋼管,但無縫鋼管可以代替部分型材和棒材。無縫鋼管對國民經濟發展和人類生活品質的提高關系甚大,遠勝于其他鋼材。從人們的日常用具、家具、供排水、供氣、通風和采暖設施到各種農機用具的制造、地下資源的開發、國防和航天所用槍炮、子彈、導彈、火箭等都離不開無縫鋼管。 正由于無縫鋼管與人類生活、生產活動密不可分,無縫鋼管工業的生產技術不僅發展迅速,而且推陳出新,無縫鋼管生產在鋼鐵工業中占有不可替代的位置。
十幾年風雨歷程,鑄就了公司品牌,取得了可喜的業績。湖北偉通信達商貿有限公司多年來憑著誠實守信的經營作風和顧客至上的營銷理念及質優價惠的 低溫管產品贏得了客戶的好評,現已形成良好的市場美譽度。
焊接Q345B無縫鋼管時要注意哪些地方呢?下面本公司給您們講解一下!
1、對接打底時,為防止底層焊道的背面被氧化,背面也需要實施氣體保護。
2、為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
3、干伸長度,一般的焊接電流為250A以下時約5mm,250A以上時約20-25mm較為合適。
4、采用平特性焊接電源,直流焊接時采用反極性。使用一般的CO2焊機就可以施焊,但送絲輪的壓力請稍調松。
5、電弧長度,不銹鋼異型管的MIG焊接,一般都在噴射過渡的條件下來施焊,電壓要調整到弧長在4-6mm的程度。
6、異型管MIG焊接容易受到風的影響,有時微風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
7、鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過5mm。
8、為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角,填充焊絲與異型管表面夾角應盡可能地小,一般為0°左右。
9、直流時采用正極性一般適合于6mm以下的異型管焊接,具有焊縫成型美觀,焊接變形量小的特點保護氣體為氬氣,純度為99.99%。當焊接電流為50-50A時,氬氣流量為8-0L/min,當電流為50-250A時,氬氣流量為2-5L/min。
10#無縫鋼管專營_偉通信達商貿有限公司(湖北分公司),固定電話:13821119282,移動電話:022-26395677,聯系人:常慶義,QQ:603181958,北辰區常瀛商業廣場4-1112 發貨到 湖北省。

















