
想知道【軋輥鋼316Ti不銹鋼管品質之選】產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
以下是:江西萍鄉【軋輥鋼316Ti不銹鋼管品質之選】的圖文介紹

新物通物資(萍鄉市分公司)
新物通物資(萍鄉市分公司)以品質精良,技術創新、誠信經營向國內外用戶提供性價比高的產品。過硬的產品質量,可以獲得更多客戶的稱贊。


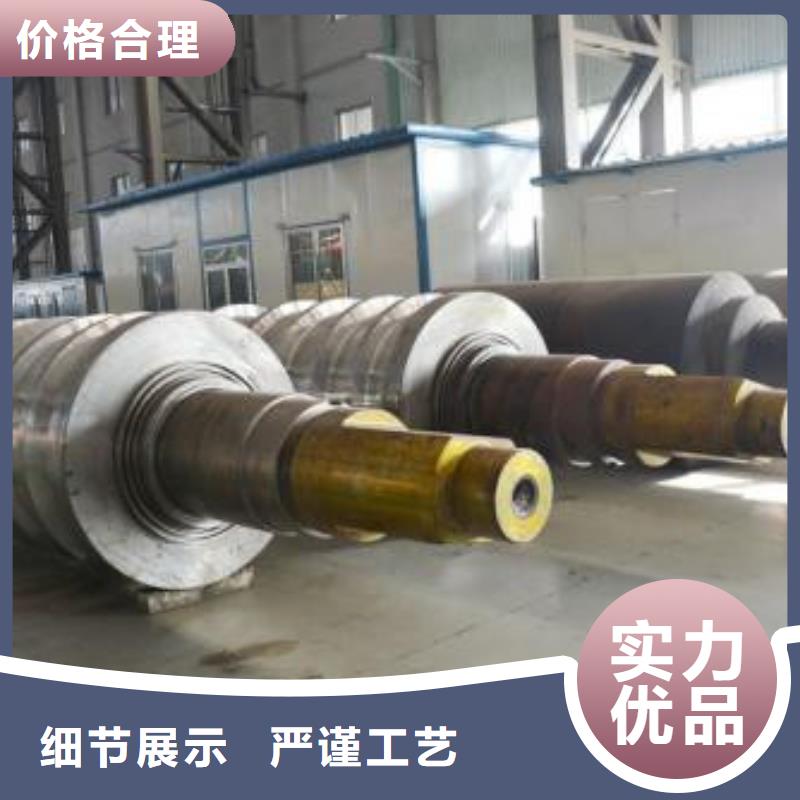
高速鋼中含有較多的W、Cr、Mo和V等元素,而這些元素及其形成的碳化物密度差大,在普通離心鑄造條件下,高速鋼軋輥元素偏析嚴重。日本川崎制鐵公司分析了離心鑄造高速鋼軋輥偏析主要是MC型碳化物的偏析,嚴重影響軋輥的耐磨性,研究發現MC型碳化物主要是一次結晶VC的偏析,因VC與鋼水的密度相差較大所致。防止VC偏析方法是采取添加Nb元素提高MC型碳化物密度,并限制添加偏析元素W和Mo,選擇基本成分2.0%C-6.0%V-7.0%Cr-2.5%Mo,添加1.0%~1.5%Nb進行試驗,其結果由于生成密度較大的MC型復合碳化物(V、Mo和Nb系碳化物),其密度與鋼水密度相接近,使VC減少,有效地控制了離心鑄造高速鋼軋輥的碳化物偏析。但是,無W低Mo高速鋼軋輥紅硬性明顯下降,耐磨性降低。此外,Nb提高鋼的淬火溫度,降低二次硬化峰值出現的溫度,高速鋼鑄造成形過程中Nb系的MC型碳化物較V系的MC型碳化物粗大,



9、冷軋機工作前應補充給冷卻液、潤滑液。
10、經常檢查軋輥組,軋片是否松動。
11、裝換輥片時需將兩組軋輥頭分離一定距離,并且每組輥片之間應有一定間隙后才可裝取軋輥組。
12、潤滑劑、冷卻液應經常補足。
13、每次更換軋輥片時,應清洗機架及軋輥組進出孔內的鐵屑等雜物。
14、作業中避免鋼筋打結或亂線。
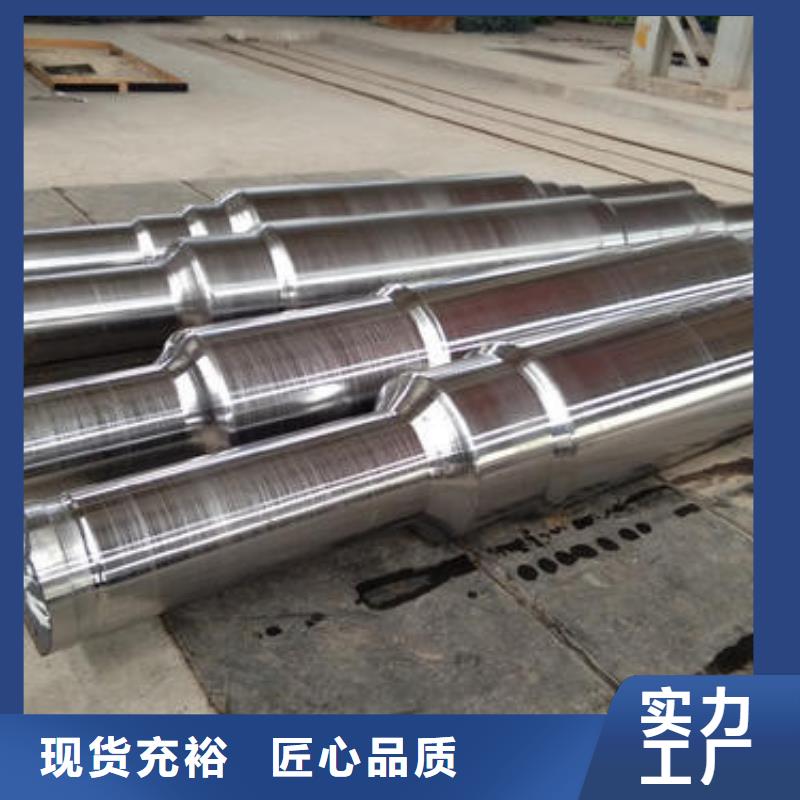
一、是正確判斷使用次數。高速鋼軋輥兩次磨削之間的使用次數,取決于每次下機后輥面氧化膜和粗糙度保持狀況。在正常情況下,前段機架可使用3次~7次,后段機架可使用2次~4次,CPC高速鋼軋輥甚至可以使用10次以上。
二、是利用輥面探傷手段避免軋輥失效事故。高速鋼軋輥下機后須立即進行水冷或空冷,確保下次使用前熱膨脹。高速鋼軋輥易萌生熱裂紋,如遇軋制異常停機須要立即更換高速鋼軋輥。為了避免軋輥剝落等失效事故,軋輥冷卻后應采用超聲波探傷儀進行輥面裂紋檢測。



較原雙層或三層復合高速鋼軋輥,在軋制過程中工作層剝落率降低30%左右,斷輥機率減少50%-60%。但該方法制造高速鋼軋輥工藝過于復雜,金屬熔體種類過多,操作麻煩。 近有關機構對高速鋼軋輥偏析機理進行了深入研究,發現離心鑄造高速鋼軋輥偏析的主要原因是高速鋼中存在與金屬熔液密度不同的原子簇團,在離心力作用下,密度大的原子簇團向輥面移動,密度小的原子簇團向軋輥心部移動。而原子簇團產生的主要原因是高速鋼軋輥中各種元素的物理和化學性質不同。影響離心鑄造高速鋼軋輥偏析的主要因素有:離心機轉數、金屬液凝固冷卻速度和原子簇團性質,轉速越高,凝固冷卻速度越小,偏析越嚴重,反之偏析減輕。相同體積和密度的原子簇團,呈團塊狀或條狀,比呈球形時的空間伸展尺度大,

