


以下是:#MN13耐磨鋼板#量大從優的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 MN13耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 您是想要在湖北省采購高質量的#MN13耐磨鋼板#量大從優產品嗎?龍澤鋼材有限公司(湖北分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的#MN13耐磨鋼板#量大從優產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:王經理-13676381400,QQ:2927897188,地址:《匯通國際金屬物流園A區304室》。 湖北省 湖北省,簡稱“鄂”,別名楚、荊楚,中華人民共和國省級行政區,省會武漢。地處中國中部地區,東鄰安徽,西連重慶,西北與陜西接壤,南接江西、湖南,北與河南毗鄰,介于北緯29°01′53″—33°6′47″、東經108°21′42″—116°07′50″之間,東西長約740千米,南北寬約470千米,總面積18.59萬平方千米,占中國總面積的1.94%。截至2022年12月31日,湖北省轄12個地級市、1個自治州,39個市轄區、26個縣級市、37個縣(其中2個自治縣)、1個林區。截至2022年末,湖北省常住人口5844萬人。
想要更直觀地了解#MN13耐磨鋼板#量大從優產品嗎??產品視頻,帶你走進產品世界
以下是:#MN13耐磨鋼板#量大從優的圖文介紹
盡量降低稀釋率是制定堆焊工藝的重要出發點:稀釋率是表示堆焊焊縫中,含有母材金屬的百分率,例如稀釋率10%,表示堆焊合金中含有母材金屬10%,含有堆焊合金90%。堆焊層一般含有較多的合金元素,而零件的基體往往采用普通碳鋼或低合金鋼。 為了具有理想使用性能的表面堆焊層成分,必須盡量母材在堆焊金屬中的熔入量,即降低稀釋率。耐磨襯板的堆焊生產率:堆焊零部件往往數量很大,堆焊層合金所需要的堆敷金屬量大,應選用和研制生產率較高的堆焊方法和堆焊工藝。 堆焊合金與基體金屬之間的匹配:堆焊層與母材成分往往相差較為懸殊。為防止堆焊時或焊后熱處理以及零件使用過程中,堆焊接頭產生過大的熱應力和組織應力,往往要求堆焊合金和基體金屬有相近的線系數和相變溫度等熱物理性能。 在焊接復合耐磨板時,由于電壓下降鋼板會得不到充分的焊接電流,或者焊接復合耐磨板時電流時高時低,給焊接工作造成困難,鋼板焊接時電壓下降的原因和防止方法主要有:焊接變壓器的功率。長期使用的焊機功率會降低,施焊時容易產生電壓下降或電壓變動,其功率介意在一次側繞組并列適量的電容器或者更換新的變壓器。
材質:碳化鉻耐磨板材質的化學缺陷和表面物理缺陷有利于與腐蝕介質形成原電池而產生電化學腐蝕。鈍化:酸洗鈍化效果不好造成碳化鉻耐磨板的表面鈍化膜不均勻或較薄,易于形成電化學腐蝕。清洗:存留的酸洗鈍化殘液與耐磨板發生化學腐蝕的生成物與碳化鉻耐磨板件形成電化學腐蝕。 應力集中易于造成應力腐蝕總之,碳化鉻耐磨板由于其特殊的金相組織和表面鈍化膜,使得它在一般情況下較難與介質發生化學反應而被腐蝕,但并不是在任何條件下都不能被腐蝕。在腐蝕介質和誘因存在的條件下,碳化鉻耐磨板也能與腐蝕介質發生的化學和電化學反應被腐蝕,而且在一定條件下的腐蝕速度相當快而產生銹蝕現象,尤其是點蝕和縫隙腐蝕。 碳化鉻耐磨板件的腐蝕機理主要為電化學腐蝕。因此,在碳化鉻耐磨板產品在加工作業過程中應,盡量避免銹蝕條件和誘因的產生。實際上,許多銹蝕條件和誘因對于產品的外觀質量也有顯著的不利的影響,也應該和必須加以克服。 復合耐磨板加熱過程中裂紋產生原因及控制措施:外觀特征1)加熱過程。在加熱過程中出現的發紋、細紋在鋼錠、復合耐磨板板坯表面呈現深淺不一且分散分布。金相組織表明,裂紋兩側脫碳嚴重,形成白色的鐵素體條帶。2)軋制過程。
長期使用的焊機功率會降低,在焊接碳化鉻耐磨板時很易導致電壓下降或是電壓變動,功率建議再一次側繞組并列適量的電容器或更換新的變壓器。電纜軟線一般情況下為絕緣橡膠軟線,長度要盡量的短一點。焊機輸出端到鋼板前端的電路長度對電壓下降是很有影響的,它的長度越短電壓下降越小。 電纜軟線的截面要盡量粗點。電纜的截面積越大,電壓下降越小,而的電纜線較重,無性,操作困難,比如碳化鉻耐磨板電弧焊。電纜軟線的散熱性要好。在電纜軟線經過焊接電流時會,散熱性不好,電纜軟線的溫度會,電壓會有明顯的下降。 杜絕電纜軟線打卷現象。電纜軟線的多余部分處理不好,會導致很大的電壓下降,所以一定要把多余的電纜軟線按原卷的順序平滑匹配,每卷一圈的方向不可有打卷和卷倒的,如果發現有要立即更正。電纜接頭要少。焊接電源與施焊位置距離較遠,必須連接電纜時,電纜接頭盡量要少,接頭部位的面積越大越好并且連接堅固,連接處不可有銹蝕、污垢等雜質。 采用耐磨襯板的優點:對各種鋼材的焊接,適應性強焊劑的成分和比例極為方便和容易,可以提供所要求的焊縫化學成分。工藝性能好,焊縫成形美觀采用氣渣聯合保護,良好成形。加入穩弧劑使電弧,熔滴過渡均勻。
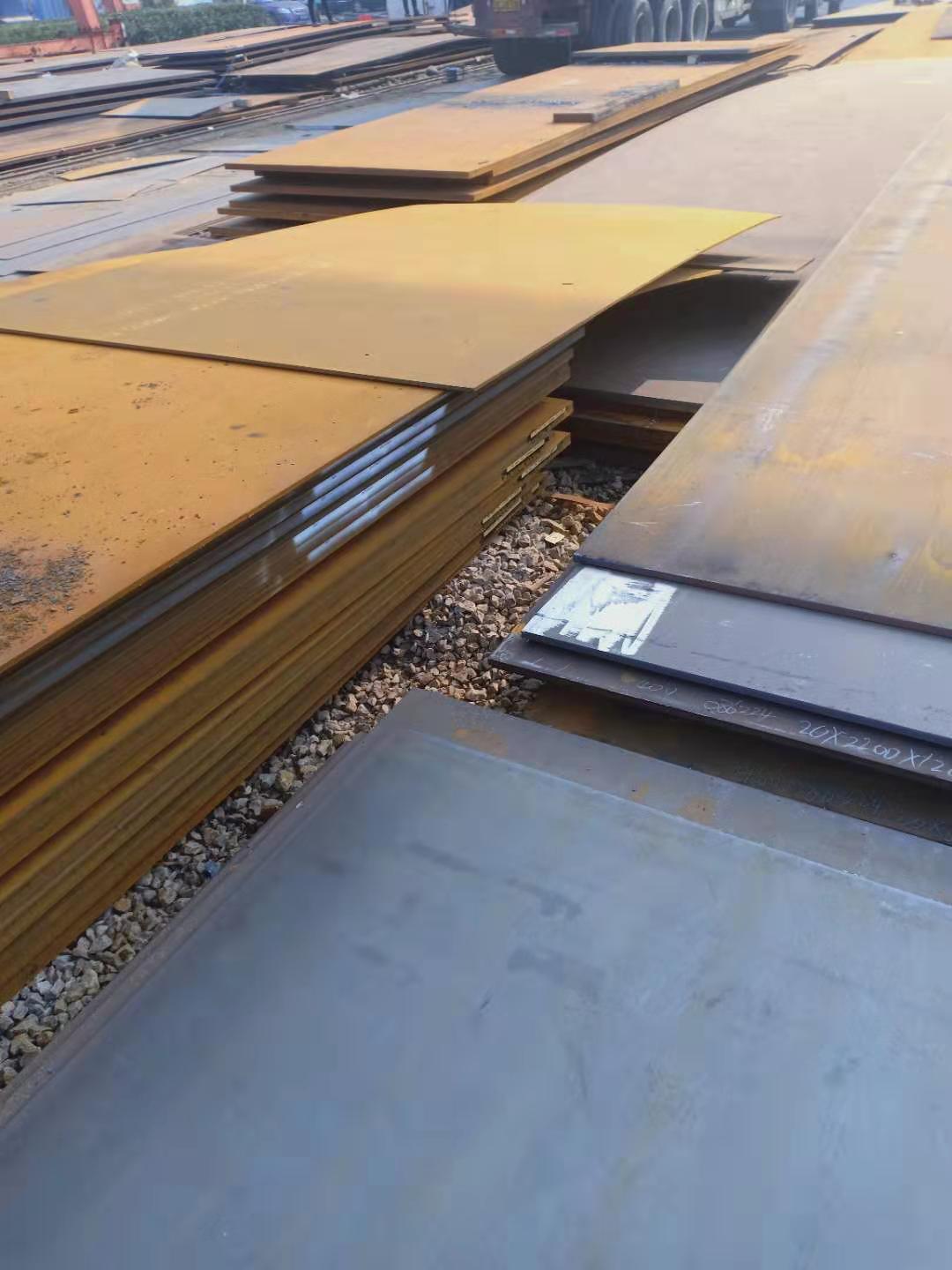
湖北龍澤鋼材有限公司生產的 耐磨板,質優價廉,品質值得信賴!更新 耐磨板介紹向下拉!
鋼板的預熱溫度為150~280℃。耐磨襯板堆焊后,要求表面平整,焊縫表面凹凸在焊縫任意25mm長度范圍內,焊縫表面高低差5mm,并且應無缺陷。鋼板焊后保溫緩冷至室溫,不能將鋼板置于風口上冷卻。鋼板焊后緩冷到45℃以下,裝入加熱爐中進行回火處理,具體工藝是:升溫至500℃,升溫、降溫速度45℃/h,保溫5h后隨爐冷卻至150℃時出爐,緩冷到室溫后檢查硬度。 熔池溫度,直接影響到耐磨襯板的焊接質量,熔池溫度高、熔池較大、鐵水流動性好,易于熔合,但過高時,鐵水易下淌,單面焊雙面成形的背面易燒穿,形成焊瘤,成形也難控制,且接頭塑性下降,彎曲易開裂。熔池溫度低時,熔池較小,鐵水較暗,流動性差,易產生未焊透,未熔合,夾渣等缺陷。 一般焊接雙金屬耐磨板的方法有四種,分別是氣焊、手工碳弧焊、手工電弧焊和手工氬弧焊等方法,大型結構也可采用自動焊。氣焊焊接:常用的是對接接頭,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種鋼板,一種是含有脫氧元素的鋼板,如鋼板27272;另一種是耐磨板和母材的切鋼板,采用氣劑371作助熔劑。 氣焊時應采用中性焰。手工碳弧焊:將工件水道端部加工坡口,把圓孔的周邊用銑訂加工成單邊V型坡口角度45左右,坡口深5至0mm。7個圓堵頭的材質要求與工件相同,厚度5毫米,坡口若懸河形狀尺寸與雙金屬耐磨板相同,要求圓堵的機加工精度與水道緊密配合。
選購#MN13耐磨鋼板#量大從優來湖北省找龍澤鋼材有限公司(湖北分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:王經理-13676381400,{QQ:2927897188},地址:[匯通國際金屬物流園A區304室]。
















