


我們的堆焊耐磨板高強板優良工藝視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:河南焦作堆焊耐磨板高強板優良工藝的圖文介紹

高抗磨損性能:全自動的數控堆板設備,不依賴人工的焊接技術,生產出完全合格的高質量產品,特殊的全自動焊接技術使耐磨層的鉻含量控制在28%以上,硬度在58-62之間,充分保證我們的耐磨層有持續良好、均衡的耐磨性。經冶金、水泥等行業的磨損試驗,證實耐磨復合鋼板耐磨層的耐磨性相當于同等厚度的16Mn板的30倍以上
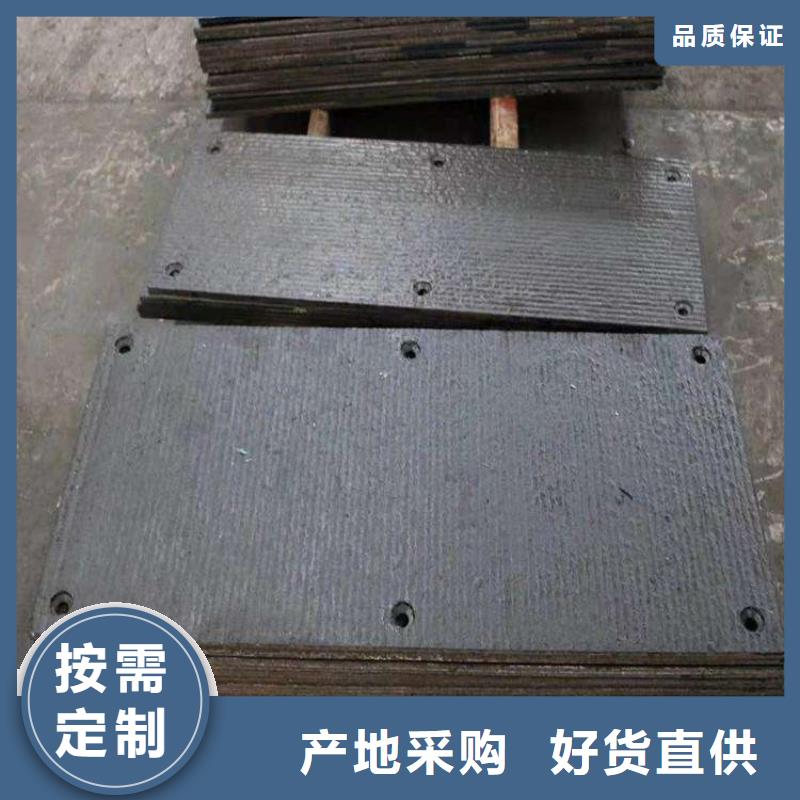
A、可在>5mm厚度的基板堆焊4、6、8、10mm等厚度的耐磨層,耐磨層 厚度可達30mm.
B、可提供3400*1400mm,3500*1400mm,3500*2100mm的標準版.


堆焊耐磨板的加工方法
1. 切割:可用等離子切割、碳弧、砂輪鋸將堆焊復合耐磨板切割成所需要的形狀。 方法是用空氣或者惰性氣體等離子弧進行切割,方法是從合金面開始切割。碳弧切割應從基板一面開始切割。如果采用鋸片,只能進行直線切割,需要采用碳化硅鋸片。2. 彎曲:堆焊復合耐磨板可以進行冷加工成型,根據需要彎曲成所需要的形狀,或弧或圓。凹面成型,合金裂紋由于向內應力將緊閉;凸向成型,裂紋將變大開裂,這是正常現場。如果開裂過大,使用相應焊條進行修補。卷曲成管,按小彎曲半徑進行。
3. 開孔:大孔可以采用等離子切割,小孔使用電火花機床。裝配螺栓用的沉頭孔可以用等離子或者碳弧切割加工。
4. 焊接:堆焊復合耐磨板的母材是可焊接性能很好的鋼板,需要兩塊鋼板拼接時,可先將背面母材焊接在一起,然后用相應的堆焊焊條將正面堆焊層填平補齊。堆焊復合耐磨板也可以焊接到其他鋼結構上。
5. 塞焊:可用等離子或者碳弧氣刨在堆焊復合耐磨板上開孔,通過塞焊的方法與其他鋼結構件連接。
6. 螺栓固定:可以用閃光焊或者融化焊的方法將螺栓焊接到堆焊復合耐磨板的母材上,然后與其他工件連接,也可以在堆焊復合耐磨板上開孔,通過螺栓與其他工件連接;
7. 表面加工:堆焊復合耐磨板表明無須加工,如果需要加工,只能是研磨,其他常規方法不適用。堆焊復合耐磨板不適用表面精度要求高的場合。



耐磨層合金成分: C:50%,Cr:27-30%,馬氏體基體+大量Cr7C3型碳化物達60%以上
復合耐磨鋼板硬度: 合金層宏觀硬度HRC57-65,碳化物硬度HV1400-1800
耐磨性: 是低碳鋼的20-25倍,不銹鋼、高錳鋼的8-12倍,是一般高碳高鉻耐磨鋼板的15倍以上
耐高溫性: 普通型〈600℃;高溫型〈1000℃
耐沖擊性: 耐磨合金層與基材完全冶金結合,抗強烈沖擊,不必擔心脫落
復合耐磨鋼板硬度: 合金層宏觀硬度HRC57-65,碳化物硬度HV1400-1800
耐磨性: 是低碳鋼的20-25倍,不銹鋼、高錳鋼的8-12倍,是一般高碳高鉻耐磨鋼板的15倍以上
耐高溫性: 普通型〈600℃;高溫型〈1000℃
耐沖擊性: 耐磨合金層與基材完全冶金結合,抗強烈沖擊,不必擔心脫落


廠家直銷, 耐磨板價格更加合理。讓客戶滿意是我們的宗旨。我們公司愿與各界朋友建立和發展經濟貿易合作關系。


