


以下是:無鉻電解鏡面拋光設備廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 處理材質 不銹鋼、銅鋁、鈦材、鋼鐵 生產場地 江蘇省鎮江市 類型 來料加工、電解拋光設備、電解拋光液 處理效果 鏡面效果 可定制 是 生產周期 2個工作日 是否批發 是 無鉻電解鏡面拋光設備廠家_電解拋光設備廠(濟南市分公司),聯系人:姚師傅,丹徒區谷陽千里新村1棟一樓 發貨到 山東省 濟南市 棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市 歷下區、槐蔭區、天橋區、歷城區、長清區、平陰縣、濟陽區、商河縣、章丘區。供應范圍覆蓋山東省 濟南市 棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市 歷下區、槐蔭區、天橋區、歷城區、長清區、平陰縣、濟陽區、商河縣、章丘區等區域。 山東省,濟南市 濟南市,別稱泉城、齊州、濼邑,山東省轄地級市、省會、副省級市、特大城市、濟南都市圈核心城市,國務院批復確定的環渤海地區南翼的中心城市。截至2022年,全市下轄10個區、2個縣,總面積10244.45平方千米,常住人口941.5萬人,城鎮人口699.8萬人,城鎮化率為74.3%。
想知道無鉻電解鏡面拋光設備廠家產品的獨特魅力嗎?我們為您準備的視頻將帶您親身體驗,讓您感受到產品的無限魅力。
以下是:無鉻電解鏡面拋光設備廠家的圖文介紹
山東濟南電解拋光設備廠致力于為客戶提供高質量低價格的 不銹鋼電解拋光產品為目標,努力為客戶創造價值為己任,擁有先進的 不銹鋼電解拋光加工生產設備和強大的物流配送系統,可隨時滿足客戶的各種需求,公司以規格齊全、價格便宜、配送快捷的經營優勢,以守信用、重質量的服務理念贏得了廣大用戶的信賴和一致好評。
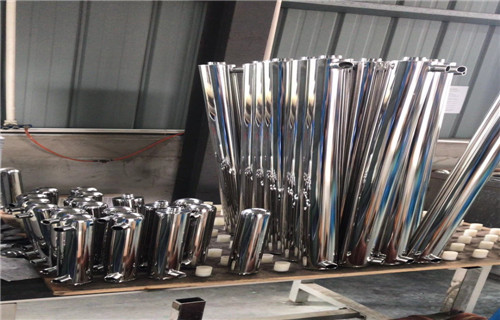
3處理,拋光亮度高,光澤持久。
特點: 拋光效率高,質量好,數分鐘內可拋出高光澤。可以優先溶解掉金屬表面的形變層位錯,空穴聚積等電位組織,從而得到等電位表面,使不銹鋼耐蝕性能大大提高。拋光需要調壓器、整流器、電解槽等裝置。
用法:原液使用,鉛版做陰極(負極),工件做陽極(正極),溫度60-80度,電流密度15-50安培平方分米,電壓10伏左右,時間5分鐘。工藝流程:化學除油→熱水洗→冷水洗→電解拋光→熱水洗→冷水洗→鈍化→冷水洗→熱水洗→熱純水洗 注:可根據實際情況,調整部分工藝流程。
4優缺點編輯
優點
1:內外色澤一致,光澤持久, 機械拋光無法拋到的凹處也可整平。
2:生產效率高,成本低廉。可大批量制備樣品
3:增加工件表面抗腐蝕性,可適用于所有不銹鋼材質。
缺點
1:電解拋光的質量與電解液以及電流與電壓的規范有關。要摸索不同的拋光參數,而影響電解拋光的參數較多,不易找到正確的電解拋光參數。
2:對于鑄鐵及夾雜物等試樣,較難獲得良好的結果。
3:電解液組成復雜,使用時需要注意操作。
1.電拋光后,表面為什么會發現似未拋光的斑點或小塊?原因分析:拋光前除油不徹底,表面尚附有油跡。
2.拋光過后表面局部為什么有灰黑色斑塊存在?原因分析:可能氧化皮未徹底除干凈。局部尚存在氧化皮。解決方法:加大氧化皮力度,可選用“ 不銹鋼氧化皮液”,“不銹鋼氧化皮膏”等產品。因除銹除氧化皮產品較多,具體適用產品可咨詢威海云清化工開發院。
3.拋光后工件棱角處及尖端過腐蝕是什么原因引起的?原因分析:棱角、尖端的部位電流過大,或電解液溫度過高,拋光時間過長,導致過度溶解。解決方法:調整電流密度或溶液溫度,或縮短時間。檢查電極位置,在棱角處設置屏蔽等。
4.為什么工件拋光后不光亮并呈灰暗色?分析原因:可能 電化學拋光溶液已不起作用,或作用不明顯。解決方法:檢查電解拋光液是否使用時間過長,質量下降,或溶液成分比例失調。
5.工件拋光后表面有白色的條紋是怎么回事?原因分析:溶液相對密度太大,液體太稠,相對密度大于1.82。解決方法:增大溶液的攪拌程度,如果溶液相對密度太大,用水稀釋至1.72。在90~100℃條件下并加熱一小時。
6.為什么拋光后表面有陰陽面,及局部無光澤的現象?原因分析:工件放置的位置沒有與陰極對正,或工件互相有屏蔽。解決方法:將工件進行適當的調整,使工件與陰極的位置適當,使電力分布合理。
7.拋光后工件表面平整光潔,但有些點或塊不夠光亮,或出現垂直狀不亮條紋,一般是什么原因引起的?原因分析:可能是拋光后期工件表面上產生的氣泡未能及時脫離并附在表面或表面有氣流線路。解決方法:提高電流密度,使析氣量加大以便氣泡脫附,或提高溶液的攪拌速度,增加溶液的流動。
8.零件和掛具接觸點無光澤并有褐色斑點,表面其余部分都光亮是什么原因?原因分析:可能是零件與掛具的接觸不良,造成電流分布不均,或零件與掛具接觸點少。解決方法:擦亮掛具接觸點,使導電良好,或增大零件與掛具的接觸點面積。
9.同一槽拋光的零件有的光亮,有的不亮,或者局部不亮。原因分析:同槽拋光工件太多,致使電流分布不均勻,或者是工件之間互相重疊,屏蔽。解決方法:減少同槽拋光工件的數量,或者注意工件的擺放位置。
10.為什么拋光零件凹入部位和零件與掛具接觸點接觸附近有銀白色斑點?原因分析:可能是零件的凹入部位被零件本身或掛具屏蔽了。解決方法:適當改變零件位置,使凹入部位能得到電力線或縮小電極之間距離或提高電流密度。
經過實際運行計算,綜合處理成本可控制在30元/噸以內。
精度不銹鋼件電解拋光加工,嚴格控制加工電流密度(誤差±1A/dm2),藥水溫度(誤差±1 ℃),和加工時間(誤差±0.1 s),加工尺寸精度低可控制在2-3um以內。
手持式電刷拋光加工
該設備針對工件需要部分電拋光或整體電化學拋光后,因其它原因而損壞局部的情況,特提供電刷拋光加工服務。解決了因部分拋光效果損壞,而需要整體重新拋光的過程,特別是對于一些大型設備而言,局部修復更方便,成本更低。
電刷化學拋光藥水采取環保型配方,已通過SGS認證,在保證處理效果的同時,大大減少了重金屬對環境的污染。處理后光亮程度高,光潔度好,對于鏡面的處理,還能保持鏡面的高光效果
不銹鋼酸洗鈍化膏
用于各類不銹鋼表面銹漬、氧化皮、焊斑等污物,用后金屬表面成銀白色,酸洗鈍化一步完成,起到提高不銹鋼抗腐蝕能力的作用。使用時,將酸洗鈍化膏均勻涂刷在工件表面即可;適當調節其濃稠度,也可用于不銹鋼噴淋式酸洗鈍化,效果更佳。
不銹鋼電化學鈍化液:
將該藥水與我公司的電化學鈍化設備配套使用,利用電化學工作原理,在金屬表面形成了一層難溶的致密、牢固的氧化物或別的化合物薄膜,形成的鈍化膜的抗腐蝕性優于化學鈍化。同時,電化學鈍化后仍可以保持不銹鋼原來的表面狀態,例如是不銹鋼拉絲板,經過電化學鈍化后,用肉眼觀察,表面仍保持不銹鋼拉絲的效果。
在實際應用中,可以采取不銹鋼電化學鈍化代替不銹鋼鍍鉻的現實意義,完全避免了不銹鋼鍍鉻工藝對環境的嚴重污染。
今年在山東省濟南市購買無鉻電解鏡面拋光設備廠家有了新選擇,電解拋光設備廠(濟南市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的無鉻電解鏡面拋光設備廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:姚師傅-【18014996427】,地址:丹徒區谷陽千里新村1棟一樓。









