

以下是:山東省濟(jì)寧市無(wú)縫鋼管來(lái)圖來(lái)樣定制的產(chǎn)品參數(shù)
規(guī)格 10mm-600mm 材質(zhì) 齊全 產(chǎn)地 山東 表面 完好 范圍 無(wú)縫鋼管供應(yīng)范圍覆蓋山東省 濟(jì)寧市 棗莊市、東營(yíng)市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺(tái)市、威海市、萊蕪市、日照市、淄博市、青島市、濟(jì)南市 任城區(qū)、微山縣、魚(yú)臺(tái)縣、金鄉(xiāng)縣、嘉祥縣、汶上縣、泗水縣、梁山縣、曲阜市、兗州區(qū)、鄒城市等區(qū)域。 【淳源】業(yè)務(wù)覆蓋多元場(chǎng)景,提供以下產(chǎn)品和服務(wù):聊城無(wú)縫鋼管質(zhì)量?jī)?yōu)選、德州無(wú)縫鋼管本地配送、泰安無(wú)縫鋼管專(zhuān)業(yè)的生產(chǎn)廠(chǎng)家、威海無(wú)縫鋼管歡迎新老客戶(hù)垂詢(xún)、萊蕪無(wú)縫鋼管源頭工廠(chǎng)、日照無(wú)縫鋼管聯(lián)系廠(chǎng)家、淄博無(wú)縫鋼管誠(chéng)信經(jīng)營(yíng)現(xiàn)貨現(xiàn)發(fā)、魚(yú)臺(tái)無(wú)縫鋼管使用方法、汶上無(wú)縫鋼管可接急單等。無(wú)縫鋼管來(lái)圖來(lái)樣定制,淳源管業(yè)(濟(jì)寧市分公司)sdcy32701-76專(zhuān)業(yè)從事無(wú)縫鋼管來(lái)圖來(lái)樣定制,聯(lián)系人:李廣輝,電話(huà):【13156355310】、【15224212226】,供應(yīng)服務(wù)范圍覆蓋:山東省 濟(jì)寧市 棗莊市、東營(yíng)市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺(tái)市、威海市、萊蕪市、日照市、淄博市、青島市、濟(jì)南市 任城區(qū)、微山縣、魚(yú)臺(tái)縣、金鄉(xiāng)縣、嘉祥縣、汶上縣、泗水縣、梁山縣、曲阜市、兗州區(qū)、鄒城市,以下是無(wú)縫鋼管來(lái)圖來(lái)樣定制的詳細(xì)頁(yè)面。 山東省,濟(jì)寧市 2022年,濟(jì)寧市地區(qū)生產(chǎn)總值完成5316.9億元、同比增長(zhǎng)4.4%。
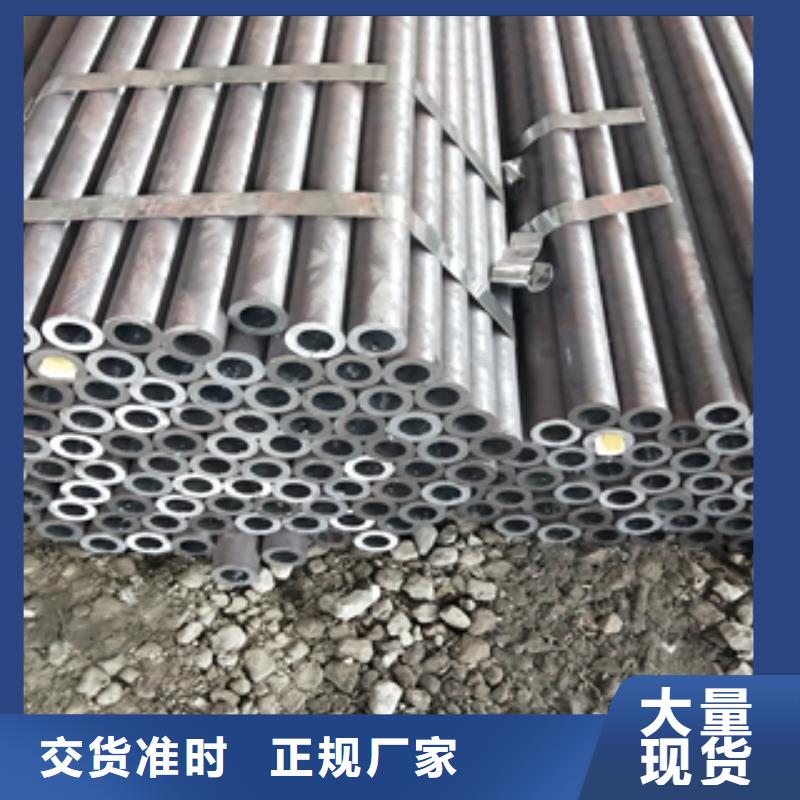
深入了解無(wú)縫鋼管來(lái)圖來(lái)樣定制產(chǎn)品,一部視頻就夠了,快來(lái)觀(guān)看!以下是:山東濟(jì)寧無(wú)縫鋼管來(lái)圖來(lái)樣定制的圖文介紹山東濟(jì)寧淳源管業(yè)有限公司位于開(kāi)發(fā)區(qū)遼河路東首。公司專(zhuān)業(yè)生產(chǎn)各類(lèi) 無(wú)縫鋼管的廠(chǎng)家,對(duì)產(chǎn)品質(zhì)量進(jìn)行嚴(yán)格的管理。真真正正的達(dá)到以質(zhì)求存 拓新求變的宗旨。 公司主要產(chǎn)品有山東濟(jì)寧淳源管業(yè)有限公司。并能根據(jù)客戶(hù)的要求、提供的圖紙和樣板設(shè)計(jì)和開(kāi)發(fā)新產(chǎn)品。其品質(zhì)和交貨期深得用戶(hù)信賴(lài)。 公司一向堅(jiān)持以人為本、顧客至上、誠(chéng)實(shí)守信、質(zhì)優(yōu)價(jià)廉的方針,圍繞質(zhì)量、時(shí)間、價(jià)格、服務(wù)來(lái)開(kāi)展工作,形成了開(kāi)拓進(jìn)取、精益求精、誠(chéng)信服務(wù)、熱誠(chéng)待人的工作氛圍。 您的光臨是我們的榮幸,你的滿(mǎn)意是我們的追求,感謝您的支持和厚愛(ài)!
無(wú)縫鋼管的加工處理方法
從以上的介紹可以知道無(wú)錫無(wú)縫鋼管熱處理加工工藝還是比較繁瑣的,而要想得到合格的金相組織,就要求光亮退火爐的冷卻段設(shè)備的調(diào)節(jié)余地很大。因此目前先進(jìn)的光亮退火爐,在其冷卻段往往采用強(qiáng)對(duì)流冷卻,并且設(shè)置了三個(gè)冷卻段,能夠單獨(dú)調(diào)節(jié)風(fēng)量。沿帶鋼的寬度方向又分成三個(gè)區(qū)段,通過(guò)風(fēng)量導(dǎo)流調(diào)節(jié)帶鋼寬度方向的冷卻速度,控制板型。
無(wú)縫鋼管用冷軋帶鋼熱處理還有一種重要問(wèn)題,就是要求整根帶鋼在寬度、長(zhǎng)度上組織都很均勻。馬弗式光亮退火爐使用大尺寸馬弗管,從馬弗管外部均勻地組織加熱氣流螺旋式環(huán)繞而過(guò),使帶鋼均勻加熱。而要確保帶鋼沿長(zhǎng)度方向的組織均勻,就要保持不銹鋼帶鋼在加熱爐中的線(xiàn)速度不變。因此在目前先進(jìn)的立式光亮熱處理爐前后都裝有可精密調(diào)整的輥式張力調(diào)整裝置。其不但要使帶鋼進(jìn)出口速度滿(mǎn)足熱處理速度的要求,不受活套量空套或滿(mǎn)套的影響,還要根據(jù)帶鋼的板型情況建立并精密調(diào)整帶鋼小張力,滿(mǎn)足不銹鋼板型的要求。
化肥專(zhuān)用管主要用于輸送高溫高壓流體管道。
化肥專(zhuān)用管:GB6479-2000(高壓化肥設(shè)備用無(wú)縫鋼管)。主要用于化肥設(shè)備上輸送高溫高壓流體管道。代表材質(zhì)為20、16Mn、12CrMo、12Cr2Mo等。
化肥專(zhuān)用管(GB6479-86)是適用于工作溫度為-40~400℃、工作壓力為10~30Ma的化工設(shè)備和管道的優(yōu)質(zhì)碳素結(jié)構(gòu)鋼和合金鋼無(wú)縫鋼管
化肥設(shè)備用高壓合金管(GB6479-86)是適用于工作溫度為-40~400℃、工作壓力為10~30Ma的化工設(shè)備和管道的優(yōu)質(zhì)碳素結(jié)構(gòu)鋼和合金鋼無(wú)縫鋼管。
主要用于礦山壓風(fēng)、排水、軸放瓦斯用直縫焊接鋼管。其代表材質(zhì)Q235A、B級(jí)鋼。GB/T14980-1994(低壓流體輸送用大直徑電焊鋼管)。鍋爐管主要用于輸送水、污水、煤氣、空氣、采暖蒸汽等低壓流體和其它用途。其代表材質(zhì)Q235A級(jí)鋼。
產(chǎn)品名稱(chēng):高壓化肥用無(wú)縫鋼管
執(zhí)行標(biāo)準(zhǔn):GB6479-2000,ASTM DIN JIS
牌號(hào)和鋼級(jí):20# 16Mn,15CrMo,12CrMo、12Cr2Mo等.
冷拉管變薄拉延(ironing)
凸模和凹模之間的間隙小于坯料的厚度、坯料在拉延成形過(guò)程中厚度得到預(yù)計(jì)減薄的塑性加工方法
通常,變薄拉延是后續(xù)拉延工序,其坯料是在前面工序里得到的空心圓筒形半成品。在變薄拉延工序中,坯料內(nèi)徑一般變化不大。變薄拉延用于減小制件表面粗糙度、提高制件側(cè)壁板厚均勻度以及制件尺寸精度等方面。此外,用在使制件不降低剛度只減輕重量等方面也是有效的。
變薄拉延的特點(diǎn)是在坯料與模具的接觸表面上作用著很大的法向應(yīng)力和在坯料的內(nèi)外表面上作用有方向相反的摩擦力。摩擦力方向相反是由于拉延時(shí),當(dāng)坯料被拉過(guò)凹模時(shí),作用在與凹模接觸的坯料外表面上的摩擦力的方向與拉延方向相反。而與此同時(shí),由于變薄坯料被拉長(zhǎng),坯料沿凸模反拉延方向滑動(dòng)時(shí),作用在與凸模接觸的坯料內(nèi)表面上的摩擦力的方向則與拉延方向相同。
變薄拉延時(shí),變形區(qū)的尺寸與坯料相比一般是較小的,而且其軸向的上下兩邊在整個(gè)變形過(guò)程中,幾乎都被坯料側(cè)壁的不變形部分限制著。對(duì)變薄拉延工序的應(yīng)力和變形規(guī)律進(jìn)行理論分析,可以采用近似平衡方程和塑性條件聯(lián)解法、滑移線(xiàn)法及能量法,其中能量法(見(jiàn)變形力學(xué)問(wèn)題的能量解法)是適合的分析方法。
變薄拉延的變形程度用坯料側(cè)壁厚度的變薄率或大斷面減縮率來(lái)表示,變薄率ψB(%)以下式計(jì)算:
ψB=(t0-t1)/t0×100
式中t0為坯料的壁厚;t1為制件的壁厚。實(shí)際加工時(shí),變薄率不超過(guò)30%~40%。在采用串連式(階梯式)連續(xù)變薄拉延時(shí),每道工序可取3%~5%的厚度變薄率。
變薄拉延的成形極限為制件在成形過(guò)程中的破裂。制件破裂時(shí)的凸模力Pmax(kN)可按下式計(jì)算:
Pmax≈π(dp+t1)t1σb
式中dp為凸模直徑,mm;t1為制件側(cè)壁的厚度,mm;σb為制件材料的抗拉強(qiáng)度,MPa。
變薄拉延成形所需的成形力可按下式確定:
P≈(1/1000)πdpt12τs(1+fcosθ)ln(t0/t1)
式中τs為制件材料的剪切屈服強(qiáng)度,MPa;f為材料與模具之間的摩擦系數(shù);θ為凹模斜面傾角。當(dāng)P=Pmax時(shí),變薄拉延成形達(dá)到極限變形狀態(tài)。
變薄拉延時(shí),潤(rùn)滑對(duì)改善成形條件、提高成形極限是十分重要的。適用的潤(rùn)滑劑有大豆油、加耐壓添加劑的混合油、礦物油+石墨、二硫化鉬等固體潤(rùn)滑劑、硫化性薄膜以及金屬薄膜等。在凹模一面進(jìn)行潤(rùn)滑是有效的。在凸模一面則以不進(jìn)行潤(rùn)滑為好。但為了加工后成形件的卸料,進(jìn)行適量潤(rùn)滑也是必要的。
變薄拉延的成形力并不完全由凸模施加到坯料變形區(qū)上,其中一部分由被強(qiáng)迫壓在凸模側(cè)面部分的坯料所承受。當(dāng)凸、凹模間隙取為坯料厚度的90%時(shí),成形極限將有所增大。但凸、凹模間隙過(guò)小時(shí),隨著坯料厚度變薄率的增加,成形極限會(huì)急劇減小。
點(diǎn)擊查看淳源管業(yè)(濟(jì)寧市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
無(wú)縫鋼管來(lái)圖來(lái)樣定制_淳源管業(yè)(濟(jì)寧市分公司),固定電話(huà):【15224212226】,移動(dòng)電話(huà):【13156355310】,聯(lián)系人:李廣輝,開(kāi)發(fā)區(qū)遼河路東首。
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
縫鋼管來(lái)圖來(lái)樣定制")
