

以下是:冷拔無縫鋼管商家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 9999 運費說明 1 產地 山東 規格 齊全 材質 齊全 是否加工定制 是 冷拔無縫鋼管商家,開安管業有限公司(臨汾分公司)為您提供冷拔無縫鋼管商家,聯系人:夏志明,電話:888-0628、13562007212,QQ:810507637,請聯系開安管業有限公司(臨汾分公司),發貨地:東昌府區鳳凰工業園百億鋼管物流園A區28號。 山西省,臨汾市 臨汾市歷史悠久,是華夏民族的重要發祥地之一和黃河文明的搖籃;是華北地區重要的糧棉生產基地,盛產小麥、棉花等,素有“棉麥之鄉”和“膏腴之地”美譽。臨汾是山西省域副中心城市,是山西省新型能源和工業基地建設的重要組成部分。臨汾自然資源豐富,是中國三大優質主焦煤基地之一;臨汾非物質文化種類繁多,有蒲州梆子、威風鑼鼓等多種民間藝術形式,被譽為“梅花之鄉”“剪紙之鄉”和“鑼鼓之鄉”。
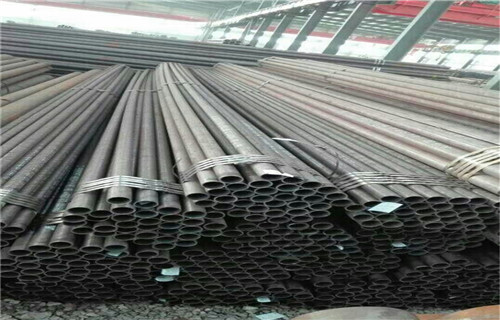
冷拔無縫鋼管商家的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。以下是:冷拔無縫鋼管商家的圖文介紹
45#無縫鋼管橫軋工藝應用范圍
45#無縫鋼管橫軋工藝已在無縫鋼管生產中得到廣泛應用,可實現穿孔、軋制、壓扁、定徑等橫軋。有兩個斜軋管機輥,兩個系統有三個輥。盡管不同的軋機結構、形狀和輥距位置不同,但在變形區輥、內管、調整輥距工藝參數之間的幾何關系基本相同。
45#無縫鋼管斜軋力參數研究
20世紀80年代初開始對斜軋理論進行了一系列的研究,如金屬變形區的變形、應力分布、軋制力和軋制力矩的研究;空腔形成機理的研究;當導板旋轉穿孔金屬管時,單次活動的宏觀變形、塑性變形等。研究了導板軋制力的分布及沿徑向軋制時的變形和應力不均勻性;對沖床上的三輥接頭變形區和塑性變形特性采用三維有限元方法研究了斜軋穩態軋制過程;采用三維有限元法對P。彈性旋轉穿孔過程模擬分析;變形相關概念及計算方法的應用;圓錐滾子斜軋過程的超變形研究。
為滿足客戶用 球墨鑄鐵管各種需求,山西臨汾開安管業有限公司常年備貨了 球墨鑄鐵管,還和多家省內外物流建立了長期的合作關系,發貨快捷,方便省心。公司堅持“誠信經營、用戶至上:滿足顧客要求、不斷持續改進”的企業宗旨和質量方針,達到客戶安心的經營理念,為廣大客戶提供合格的 球墨鑄鐵管產品和滿意的服務。
無縫鋼管廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。在我們的衣食住行的各個方面,都離不開鋼管。例如,我們每天使用的水,以及建筑行業使用的材料和工具。即使在自行車和汽車工業中,鋼管也被廣泛使用。過去,不同行業使用的鋼管有一些不同之處。因為當時的鋼管,生產技術還不是很先進。這導致鋼管在性能上只能有一個焦點。但現在不同了,鋼管生產技術不斷更新。讓市場上,鋼管種類的存在,已經出現了很多。在所有類型的鋼管中,無縫鋼管已經成為受歡迎的一種。無縫鋼管可以這么流行。那是因為無縫鋼管的各個方面的性能,都是非常的。可滿足不同行業對鋼管的要求。但在今天的市場上,大多數無縫鋼管都不是合格的產品。因此,當我們購買時,我們需要知道一些常用的測試方法。首先,可以測試鋼管的形狀,如鋼管的曲率。它不需要,多么專業的工具。只需用一條細線將其拉直,或垂直放置即可。測試每米鋼管的彎曲度,或彎曲度的全長。如果彎曲度太大,這顯然不是合格的鋼管。其次,還可以用肉眼觀察、鋼管識別、經驗、標準等信息。看是否符合無縫鋼管標準。
合金鋼管焊前準備
試件采用15CrMo鋼管,規格為φ325×25,坡口型式及尺寸見圖1。
焊前用角向磨光機將坡口內外及坡口邊緣50mm范圍內打磨至露出金屬光澤,然后用丙酮清洗干凈。
試件為水平固定位置,對口間隙為4mm,采用手工鎢極氬弧焊沿園周均勻點焊六處,每處點固長度應不小于20mm。焊條按表2的規范進行烘烤。
表2 焊條烘烤規范
焊條型號 烘烤溫度 保溫時間
E8018-B2 300 ℃ 2h
E309Mo-16 150 ℃ 1.5h
2.3 焊接工藝參數
按方案Ⅰ焊前需進行預熱,根據Tto-Bessyo等人提出的計算預熱溫度公式:
To=350√[C]-0.25(℃) 式中,To——預熱溫度,℃。
[C]=[C]x [C]p [C]p=0.005S[C]x
[C]x=C (Mn Cr)/9 Ni/18 7Mo/90 式中,
[C]x——成分碳當量;
[C]p——尺寸碳當量; S——試件厚度(本文中S=25mm);
[C]x=C (Mn Cr)/9 7/90Mo=0.361
[C]p=0.045 則To=138℃
因此預熱溫度選為150℃。采用氧-乙炔焰對試件進行加溫,先用測溫筆粗略判斷試件表面的的溫度(以筆跡顏色變化快慢進行估計),后用半導體點溫計測定,測量點至少應選擇三點,以保證試件整體均達到所要求的預熱溫度。
焊接時,層采用手工鎢極氬弧焊打底,為避免仰焊處焊縫背面產生凹陷,送絲時采用內填絲法,即焊絲通過對口間隙從管內送入。其余各層采用焊條電弧焊,共焊6層,每個焊層一條焊道。
冷拔無縫鋼管商家,開安管業有限公司(臨汾分公司)為您提供冷拔無縫鋼管商家的資訊,聯系人:夏志明,電話:888-0628、13562007212,QQ:810507637,發貨地:東昌府區鳳凰工業園百億鋼管物流園A區28號。











