

以下是:聊城市臨清市批發圓管_生產廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 批發圓管_供應范圍覆蓋山東省 聊城市 東昌府區、陽谷縣、莘縣、茌平區、東阿縣、冠縣、高唐縣、臨清市等區域。 批發圓管_生產廠家,萬澤錦達機械制造(臨清市分公司)wzjd201830014-76為您提供批發圓管_生產廠家產品案例,聯系人:李金友萬澤錦達,發貨地:小店區208國道東蒲村東蒲路1號。 山東省,聊城市,臨清市 2021年,臨清市生產總值為269.27億元,同比增長8.3%。
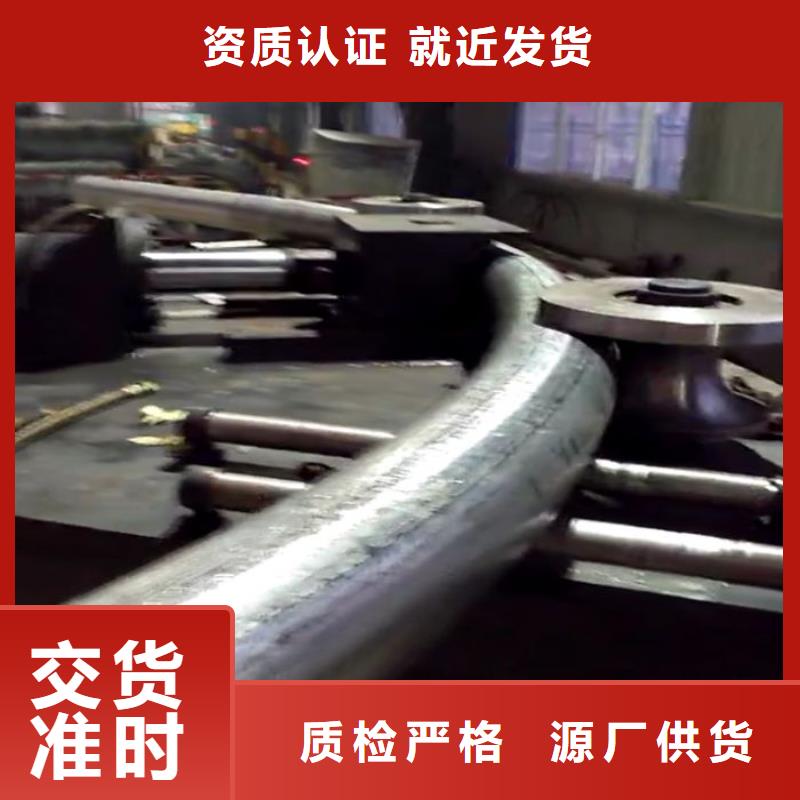
為了讓您更地了解我們的批發圓管_生產廠家,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。以下是:聊城臨清批發圓管_生產廠家的圖文介紹
圓管彎弧機操作流程
1.操作彎弧機前,先檢查設備各部位及電氣開關、液壓系統、控制系統是否完好,并開空機試驗。
2.彎弧機須人員操作,多人操作時需要互相配合,操作時思想要集中。
3.根據加工件工藝要求,認真控制加工程序。
4.圓管進入滾輪后注意人體壓傷、割傷發生。嚴防手或衣物被絞入輥子內,禁止人站在工件上。
5.圓管落位后及機床開動過程中,進出料方向嚴禁站人。
6.調整彎曲弧度、焊接、切割圓管時,須停機。
7.使用行車配合彎管工作時,應有指揮人員,夾具選擇要適當;應配合行車工、掛勾工,吊裝時嚴格遵守起重工操作規程;彎管機運轉時,行機不準改變吊物受力狀況。
8.取出已彎成的圓管時,須停機并采取防止圓管墜落的措施。彎成的圓管成品應擺放整齊并墊放平穩,防止滾動傷人。
注意事項
1、設備擺放平穩,四輪受力均勻。
2、設備使用前,先檢查傳動箱側面油標所顯示的油位,如果油位低于油線時,須從箱體蓋上向箱體內注潤滑油,直到達到油線位置。
3、夏季注入40號機械油,冬季可注入20號機械油。正常使用半年后,換油一次,可保證設備正常運轉和延長使用時間。
4、操作人員了解并掌握該設備的結構及工作原理和保養檢查點。
聊城臨清萬澤錦達機械制造有限公司集設計、生產、銷售為一體的專注【圓管彎弧機】廠家。我廠所經營多種不同款式、不同結構、不同工藝、不同風格的高、中、低檔【圓管彎弧機】產品。
我們始終堅持以人為本,恪守質量為金,同建雄績偉業,共創新高的經營方針,誠實守信,厚德載物,追求言行一致,為用戶提供更多增值服務,將【圓管彎弧機】產品打造成家喻戶曉的知名品牌。展望未來,信心百倍,追求高遠。我廠將以更踴躍的態度,更新、更好的【圓管彎弧機】產品,更優異的服務,迎接挑戰,推陳出新,與廣大客戶攜手并進,共創輝煌!
主要應用區域:
公路隧道、鐵路隧道、地鐵隧道、水利水電引水涵洞、天然氣管道、通信管道、地下通道等
可彎型鋼有:工字鋼 H型鋼,槽鋼,V型鋼,U型鋼等,特殊型鋼可定做。
圓管彎弧機操作流程
1.操作彎弧機前,先檢查設備各部位及電氣開關、液壓系統、控制系統是否完好,并開空機試驗。
2.彎弧機須人員操作,多人操作時需要互相配合,操作時思想要集中。
3.根據加工件工藝要求,認真控制加工程序。
4.圓管進入滾輪后注意人體壓傷、割傷發生。嚴防手或衣物被絞入輥子內,禁止人站在工件上。
5.圓管落位后及機床開動過程中,進出料方向嚴禁站人。
6.調整彎曲弧度、焊接、切割圓管時,須停機。
7.使用行車配合彎管工作時,應有指揮人員,夾具選擇要適當;應配合行車工、掛勾工,吊裝時嚴格遵守起重工操作規程;彎管機運轉時,行機不準改變吊物受力狀況。
8.取出已彎成的圓管時,須停機并采取防止圓管墜落的措施。彎成的圓管成品應擺放整齊并墊放平穩,防止滾動傷人。
1、機械故障少.使用時間長:本機主要傳動嚙合件使用優質合結鋼制造,工作輥端軸承選用技術生產的軸承支撐,承載能力大,而且降低摩擦引起的功率損耗, 因此機械性能好,耐磨性能好,再加采用滾動摩擦,故使之故障少.使用時間長。
2、拆裝方便,容易維修:本機采用整體結構,設計合理,剛性強,拆裝簡單便于維修。
3、本機還具有過載能力強.耐沖擊.慣性力矩小,適于起動頻繁和正反轉的特點.提高電機使用使用時間。
4、承載能力強、使用時間長、卷園速度快、產品質量可靠等優點。操作、調整方便、使用使用時間長、耗能低、經濟性好。
卷圓機設備簡介:
圓管卷圓機是將碳鋼、不銹鋼、有色金屬型材(角鋼、帶槽鋼、圓管等)卷制成圓環的卷圓裝置。
卷圓機有許多許多的其他名稱,比如:折彎機,滾彎機,彎弧機,彎圓機,滾圓機,卷彎機,卷圓機等等。
大型圓管彎管機產品講解
隨著技術的不斷發展,彎管機的形式日趨多樣化,彎管性能也在大幅度地提高。微型計算機、單片機、可編程控制器、交流伺服系統以及新型液壓元器件和液壓技術的應用,使彎管機的功能更趨完善。而數控彎管機將是現代彎管生產的主要設備。
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
批發圓管_生產廠家_萬澤錦達機械制造(臨清市分公司),聯系人:李金友萬澤錦達,小店區208國道東蒲村東蒲路1號 發貨到 山東省 聊城市 東昌府區、陽谷縣、莘縣、茌平區、東阿縣、冠縣、高唐縣、臨清市。












