
以下是:翅片管庫存充足的產品參數
產品參數 產品價格 電議 發貨期限 雙方議定 供貨總量 大量 運費說明 根據訂單 名稱 翅片管 規格 齊全 材質 20# 304 q235b 產地 聊城 倉庫地址 浩澤庫 計重方式 米計 可定制 是 品牌 浩澤 用途 換熱系統 應用場所 鍋爐 電站 翅片管庫存充足,浩澤物資有限公司(臨夏分公司)為您提供翅片管庫存充足產品案例,聯系人:周經理,電話:0635-8876891、13563000517,QQ:951556567,發貨地:大東鋼管產業園。 甘肅省,臨夏回族自治州 臨夏地處中國西部地區,甘肅省中部西南面,黃河上游,是古絲綢之路南道要沖、唐蕃古道重鎮、茶馬互市中心,是文成公主進藏的途經之地,素有“西部旱碼頭”、“東有溫州、西有河州”的美譽。臨夏緊靠蘭州、毗鄰藏區,是內地連接藏區的重要經濟通道,2019年在西藏、青海、四川等藏區經商務工的臨夏籍人員達30多萬人,成為藏區與內地貿易的主要承擔者,發揮著不可替代的作用。
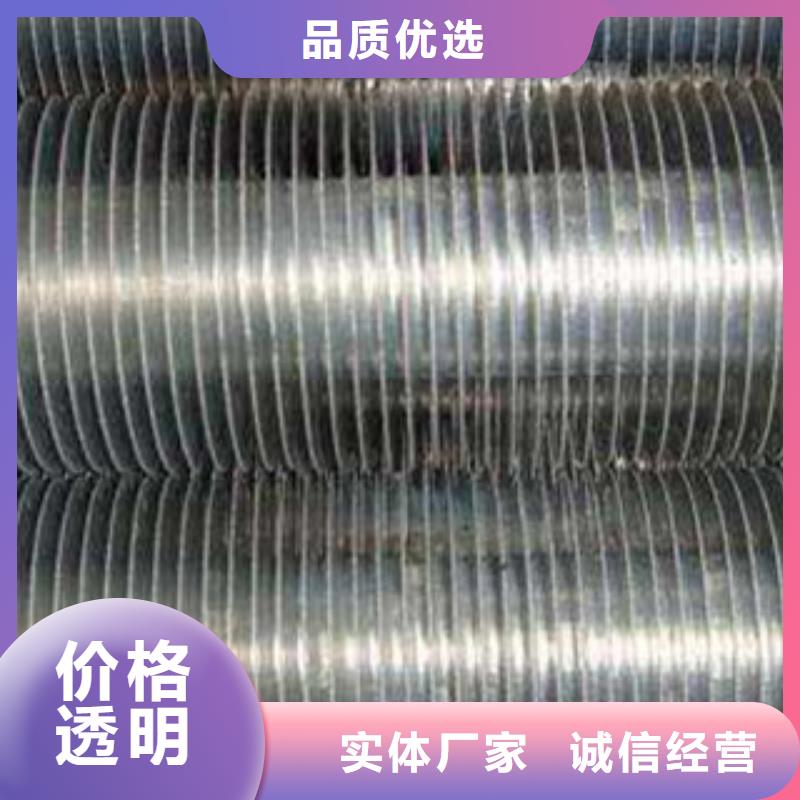
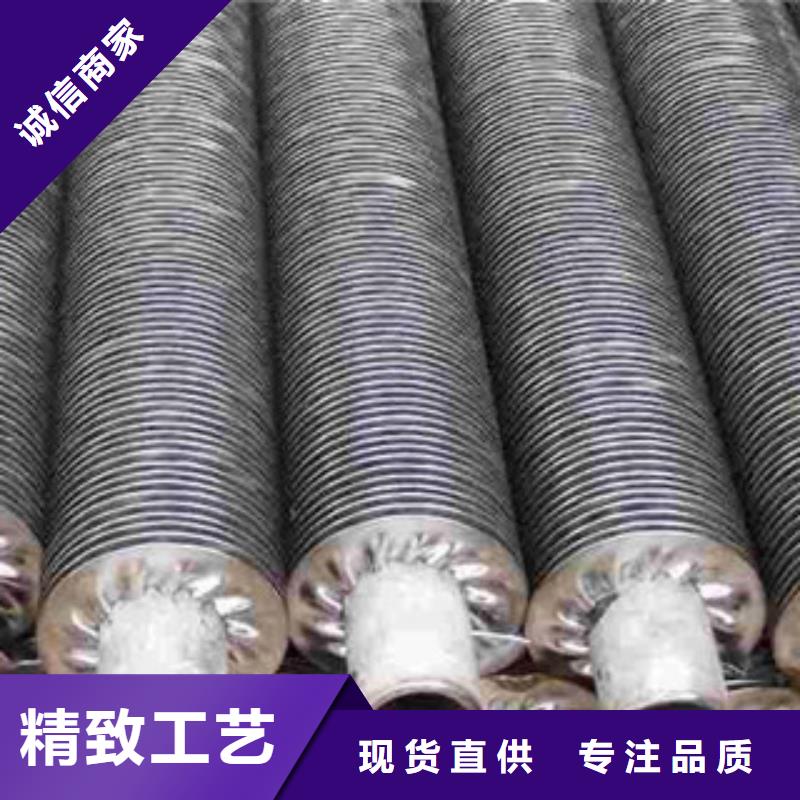
想要更深入地了解我們的翅片管庫存充足產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。以下是:翅片管庫存充足的圖文介紹
甘肅臨夏浩澤物資有限公司主要生產 翅片管。公司注重提高產品質量,不斷擴大經營范圍。公司注重加強技術儲備,努力促進企業可持續發展。我公司始終堅持忠誠守信服務客戶、建設品牌形象奉獻社會的經營理念,產品銷往全國各地服務于各個行業,產品質量及售后服務得到了用戶的肯定和好評。縱觀今天,展望未來,我公司充滿信心和希望,決心以誠信的品牌、完善的服務與各界用戶真誠合作,共創美好未來。
翅片管生產技術現狀A套裝翅片套裝翅片工藝是預先用沖床加工出一批單個的翅片,然后用人工或機械方法,按一定的距高(翅距),靠過盈將翅片套裝在管子外表面上。它是應用早的一種加工翅片管的方法。由于套裝工藝簡單,技術要求不高,所用設備價格低廉,又易于維修,所以,至今仍有不少工廠在采用。此工藝是一種勞動密集型工藝方案,適合于一般小廠或鄉鎮企業的資金和技術條件。
用人工方法套裝的稱為手工套裝。它是借助工具,依靠人的力量將翅片一個個壓人的。這種方法因為翅片的壓人力有限,故套裝的過盈量小,翅片容易產生松動現象。機械套裝翅片是在翅片套裝機上進行的。由于翅片壓人是靠機械沖擊力或液體壓力,壓入力大,所以,可采用較大的過盈量。翅片和管子之間的結合強度高,不易松動。機械傳動的套裝機生產率高,但噪音大,性差,工人的勞動條件欠佳。液壓傳動的雖然不存在上述問題,但設備價格較貴,對使用維修人員的技術要求較高,其生產率也低些。
B鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預緊力,鋼帶會緊緊地勒在螺旋槽內,從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應有一定的側隙。如果側隙過小,形成過盈,則鑲嵌過程難以順利進行。此外,纏繞的鋼帶總會有一定的回彈,其結果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設備上進行,費用不高,但是工藝復雜生產效率低。
C釬焊螺旋翅片管釬焊螺旋翅片管的加工分兩步進行。首先,將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價昂貴,故常用另一種方法,即將纏好鋼帶的管子放進鋅液槽內進行整體熱鍍鋅來替代。采用整體熱鍍鋅雖然鍍液不見得能很好地滲進翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因為受到鍍鋅層厚度的限制(鍍鋅層厚時,鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內,所以,翅片與鋼管的結合率仍不高。另外,鋅的傳熱系數比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預熱器(回收鍋爐煙氣余熱)。
D高頻焊螺旋翅片高頻高頻焊螺旋翅片管是目前應用為廣泛的螺旋翅片管之一,現廣泛應用于電力、冶金、水泥行業的預熱回收以及石油化工等行業.高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為先進。
E三輥斜軋整體型螺旋翅片管三輥斜軋整體型螺旋翅片管其生產原理如圖1.8所示,在光管內襯一芯棒,經軋輥刀片的旋轉帶動,無縫鋼管通過軋槽與芯頭組成的孔腔在其外表面上加工出翅片。這種方法生產出的翅片管因基管與外翅片是一個有機的整體,因而不存在接觸熱阻損失的問題,具有較高的傳熱效率。三輥斜軋法與焊接法相比,該生產線具有生產效率高,原材料耗用低,且生產的翅片管換熱率高等優點。
目前三輥斜軋整體型螺旋翅片管技術已成功應用于翅片為銅、鋁的單翅片管或復合翅片管,或鋼質的低翅片管;鋼質整體型翅片管目前市場上多見為低翅片管,整體型高翅片管其材質多為鋁、銅等,一般是冷軋成型。 鑒于現在市場上高頻焊翅片管、有色金屬整體軋制翅片管較容易找到,而整體軋制翅片管(鋼)較少翅片管的應用場合。
浩澤物資有限公司
優化設計方法包括兩部分:翅片結構設計和制冷劑流路設計。由于翅片尺寸決定了管間距,進而影響制冷劑流路分配,因此應首先設計翅片結構,其次設計制冷劑流路。圖1 為優化設計流程圖。1、翅片結構設計 在翅片結構設計中,將采用CFD 方法對翅片結構進行優化設計。優化設計主要分為如下5 個步驟:
步驟1:確定優翅片高寬比Pt/Pl
在本文中,翅片優高寬比是指在相同翅片面積下,翅片效率高的翅片高寬比。翅片效率可定義為:翅片管換熱器實際的換熱量(Qactual,fin)與大可能達到的換熱量(Qideal,fin)之比,如式(1)所示。

Qactual,fin和Qideal,fin 由CFD 計算得到。CFD 幾何模型采用兩排管翅片換熱器;邊界條件為空調蒸發器工況。在實際翅片模型中,翅片與管壁耦合;在理想翅片模型中,設置翅片溫度與管壁溫度相同。空氣上表面和下表面定義為周期性表面。根據CFD 計算結果,可以得到具有高翅片效率的翅片優高寬比Pt/Pl。
步驟2:優化Pt 和Pl
在制冷工況下,蒸發器表面會形成一層冷凝液膜。當析濕較為嚴重時,窗片和橋片都會被這層液膜堵塞,導致其幾何結構類似于平片。因此,在設計中采用了平片的關聯式來確定翅片尺寸。
設計中,設定的優化目標函數以及約束條件函數見式(2)~(4)。優化目標函數用來分析性價比,見式(2)。式(3)~(4)為約束條件,即:小管徑換熱器的換熱性能(UA)應等于或大于規定值;空氣側壓降應等于或者小于規定值。
步驟3:優化翅片開縫結構
在翅片開縫結構的設計中,由于沒有適用于小管徑翅片換熱器的性能預測關聯式,因此本研究采用CFD 方法來模擬換熱器的換熱量和空氣壓降,從而確定優開縫結構。
在窗片的幾何結構參數中,開縫角度和開縫數是自變量,縫高與縫寬可根據兩個自變量確定。因此,只需對窗片開縫角度θ 和開縫條數n 這兩個自變量進行優化設計。在橋片的幾何結構參數中,縫高為翅片間距的一半,縫寬由開縫數確定。因此,對橋片開縫翅片結構的設計,只需對開縫條數進行優化設計。基于CFD 計算結果,可確定具有較高換熱量和較低空氣壓降的翅片開縫結構。
步驟4:換熱器性能測試
小管徑換熱器性能的測試系統如圖2 所示。實驗中的測試工況根據房間空調器標準確定。根據實驗結果,采用多重線性回歸方法開發了小管徑換熱器性能的預測關聯式,并將其應用于制冷劑流路設計的仿真程序中。
2、制冷劑流路設計
在制冷劑流路設計中,采用基于仿真的方法進行設計。圖3 為基于仿真的制冷劑流路設計方法流程圖。設計中首先根據換熱器尺寸確定換熱器的預選結構,并根據換熱器性能及成本調整管路結構,然后計算調整后換熱器的性能,以確定下一步結構的調整方向,終確定換熱器管路結構。設計中采用基于知識的多目標優化方法,控制優化過程,得到優化結果。
本文采用基于圖論的三維分布式模型,預測具有不同流路換熱器的性能。Liu 建立的模型與實驗值的大偏差為±10%。在Liu 的模型中,沿長,寬,高三個方向將換熱器分割成若干個控制體。控制體包含了制冷劑,空氣和翅片換熱器三個部分。制冷劑與空氣的控制能量方程與動量方程如式(7)~(11)所示。
式中,Ai 是制冷劑側換熱面積;Ao 是空氣側換熱面積;Ga,max 是小流通面積處的空氣流率; fa 是空氣摩擦系數;σ 是流通積的收縮比;Qfront, Qback, Qtop和Qbottom 分別是從前排,后排,上列和下列翅片的傳熱量。
本文對換熱系數和壓降預測關聯式的選取如表1所示。
優化采用基于知識的優化方法(KBEM)用于優化換熱器。它包括兩個部分:改進遺傳算法(IGA)和基于知識的優化模塊(KOM)。KBEM 中的IGA 是傳統遺傳算法的改進版,IGA 可以得到初解并控制整個優化過程。采用基于知識的搜尋方法可以減少研究范圍,進而并可以提高優化效率。
三:設計案例
本章節將會采用前一章提出的設計方法來設計采用5 mm 管翅片管換熱器的空調器。空調器的實驗結果將與設計結果進行對比驗證。
在此案例中,室內機換熱器采用了5 mm 管翅片換熱器。室外機換熱器采用具有更大翅片間距的7 mm 管翅片換熱器,以防止熱泵工況時結霜導致的換熱性能惡化。
1、翅片結構設計結果
步驟1:確定優翅片高寬比Pt/Pl
設計Pt/Pl 時,CFD 計算的邊界條件設置如下:進口空氣溫度為300K,管壁溫度為280K。其他邊界條件同前一章。由圖4 所示的CFD 結果,可知優Pt/Pl 比值為1.23,此時翅片效率高。
步驟2:優化Pt和Pl
在翅片尺寸設計中,5 mm管翅片的UA應大于7 mm管翅片,5 mm管翅片換熱器的ΔP應小于7 mm管翅片換熱器。根據上述設計原則,翅片的性價比、傳熱效率和空氣壓降隨Pt的變化趨勢見圖5(a)~(c)。由結果可得:當Pt為18 mm時,w值較大,且滿足UA和ΔP的約束條件。根據優Pt/Pl值,可得到優翅片尺寸為18×14.7 mm。
步驟3:優化翅片開縫結構
根據所確定的優翅片尺寸,利用CFD方法計算開3條縫的窗片和開4條縫的窗片的性能。圖6為具有不同開縫數的翅片表面空氣溫度分布圖。換熱量及空氣壓降的計算結果見表2。由計算結果可知:由于開縫數的增加導致縫高的降低,4條縫窗片具有更高的換熱量,和更低的空氣壓降。
翅片管庫存充足_浩澤物資有限公司(臨夏分公司),固定電話:13563000517,移動電話:0635-8876891,聯系人:周經理,QQ:951556567,大東鋼管產業園 發貨到 甘肅省臨夏市。







