以下是:廣西省貴港市鑄鐵閘門生產的簡單介紹的產品參數
產品價格 4000元/臺 發貨期限 3天內發貨 供貨總量 500 運費說明 按距離 小起訂 1 是否廠家 是 加工定制 是 處理污水量 7000m3/h 空氣量 2m3/min 流量計規格 3m3/h 進水管口徑 900mm 曝氣機功率 1kw 臭氧用量 3g/h 水泵功率 11kw 外形尺寸 9cm 出水管口徑 400mm 范圍 鑄鐵閘門生產螺桿式啟閉機供應范圍覆蓋廣西省 貴港市 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 港北區、港南區、覃塘區、平南縣、桂平市等區域。 鑄鐵閘門生產的簡單介紹,坤禹水利機械(貴港市分公司)hksl31460-76為您提供鑄鐵閘門生產的簡單介紹,聯系人:張先生,電話:【13785833688】、【13785833688】,發貨地:。 廣西壯族自治區,貴港市 貴港市,古稱貴州、貴縣,別稱荷城,位于中華人民共和國廣西壯族自治區東南部,廣西壯族自治區轄地級市,西江流域中游,潯郁平原中部,是珠江—西江經濟帶重要節點城市,大西南出海通道的重要門戶,中緬油氣管道天然氣管道終點。貴港港為中國西部地區內河大港,智慧城市試點城市,西江黃金水道流經市境。東臨梧州、南臨玉林和欽州、西接南寧、北鄰來賓。總面積10602平方千米。截至2022年末,貴港市常住人口435.56萬人。
想要知道鑄鐵閘門生產的簡單介紹產品如何?看視頻就知道!看視頻,選產品更明智!以下是:廣西貴港鑄鐵閘門生產的簡單介紹的圖文介紹
當啟閉閘門時門底流速較小的閘門,為了設置止水的方便,面板可設在閘門的下游面。 2)梁格。梁格用來支承面板,以減少面板跨度而不致使面板過厚。梁格一般包括主梁、次梁(包括水平次梁、豎直次梁、頂梁和底梁)和邊梁,共同支承面板傳來的水壓力。 3)空間聯結系。由于門葉結構是一個豎放的梁板結構,梁格自重是豎向的,而梁格所承受水壓力卻是水平的,因此,要使每根梁都能處在它所承擔的外力作用的平面內,就必須用聯結系來保證整個梁格在閘門空間的相對位置。同時,聯結系還起到增強門葉結構在橫向豎平面內和縱向豎平面內剛度的作用。 橫向聯結系位于閘門橫向豎平面內,其形式一般為實腹隔板式和桁架式。橫向聯結系用來支承頂梁、底梁和水平次梁,并將所承受的力傳給主梁。同時,橫向聯結系保證著門葉結構在橫向豎平面內的剛度,不使門頂和門底產生過大的變形。 縱向聯結系一般采用桁架式或剛架式。桁架式結構的桿件由橫向聯結系的下弦、主梁的下冀緣和另設的斜桿所組成。桁架支承在邊梁上,其主要作用是承受門葉自重及其他可能產生的豎向荷載,并配合橫向聯結系保證了整個門葉結構在空間的剛度。 4)行走支承。為保證門葉結構上下移動的靈活性,需要在邊梁上設置滾輪或滑塊,這些行走支承還將閘門上所承受的水壓力傳遞到埋設在門槽內的軌道上。
【學員問題】圍涂工程節制閘項目施工砼振搗要點?
【解答】①根據構件的具體情況,振搗前應詳細交待操作要點,組織專人分段負責;
②混凝土入倉后稍作平整即可進行振搗,每層砼未振實前,不得加添新砼;
③邊角部位應加強人工插搗和機械振搗;
④用Φ50振搗器振搗時,其間距一般為30cm,振至砼表面泛漿不再繼續下沉,表面不再有汽泡和水分析出為止;
⑤插入式振搗器拔出時,不可太快、太猛,以免留下孔跡和空洞;@
鋼閘門制造工序 1、閘門制作 閘門制造及組裝方案根據工程技術文件及圖紙所示 ① 施工前,按施工詳圖和技術規范要求,編制好制造工序流程 ②閘門制造工序流程如圖 放樣 → 劃料 → 面板拼接 → 頂底梁位置固定 → 一邊梁固定 → 主梁下翼板腹板固定 → 另一邊梁固定 → 主梁上翼板固定 → B—B剖面縱梁
點焊 → C—C剖面縱梁
點焊 → 次橫梁固定 → 吊座焊接 → 加強
點焊 → 背格對稱焊接 → 閘門分塊翻身 → 面板及背格焊接 2、閘門制作工序流程 ⑴、原材料 ①、按施工圖紙所標注的材料型號、規格尺寸組織原材料,其機械性能和化學成分及其它技術性能,保證符合現行有關 標準和部頒標準,并附有出廠材料質量證明文件和合格證,我公司質檢科按圖紙要求對各種材料進行復查,報
監理工程師驗收后方可施工。 ②、對各種板材及型鋼復檢合格,進行平直矯正預處理后,堆放整齊依順序及工藝流程領料放樣和下料。 ⑵、門葉放樣下料、矯正 ①、按圖紙結構制作工藝及工序流程,進行放樣,放足一、二類焊縫部件周邊刨坡口余量及整體焊接矯正收縮余量,做樣板,然后轉下道工序劃線下料。放樣中注意為分塊運輸而在閘門寬度方向布設的兩條縱縫的位置,縱縫所經的面板、主梁、次梁等應錯開,且錯開均不小于20CM。 ②、橫梁翼板、縱梁翼板工字鋼梁、邊梁翼板下料后,矯正平直放翼板與腹板拼裝中心線。 ③、橫梁腹板、邊梁腹板、縱梁腹板、吊點板下料后,矯正平直,轉下道工序。 ④、小橫梁型鋼加強筋板等部件下料矯正平直,(按施工圖需要加工的部件進行外金加工)。 ⑤、面板及反向翼板下料按拼接工藝進行配料,面板拼接縫與其它任何拼裝焊縫,錯開不小于200毫米,放足對接坡口、對接后整體角方余量,轉下道工序。 ⑥、以上材料件,經檢查合格符合圖紙及規范要求后,轉下道工序拼裝。 ⑶、門葉拼裝、焊接和矯正 ①、面板及反向翼板拼焊根據施工圖,依順序進行拼接,用手工焊進行點焊,然后用
水準儀 進行面板操平,檢驗合格后施放各梁格拼裝控制線,留足 接方余量。 ②、在面板上將各梁的位置放樣,然后將頂底梁點焊在面板上,將另一邊梁的腹板與翼板點焊,將主梁下翼板及腹板點焊固定在面板上與頂、底及一邊梁聯成一整體,將另一邊梁腹板、翼板、主梁翼板點焊固定,形成一整體框架,進行閘門尺寸矯正,
水準儀操平。 ③、將縱梁、次橫梁依次點焊到面板與大梁框架上。 ④、將各加強板固定操平。 ⑤、所有零件拼裝好后,再進行加強點焊,然后用對稱焊及分段退步焊將大梁背格及所有焊。@
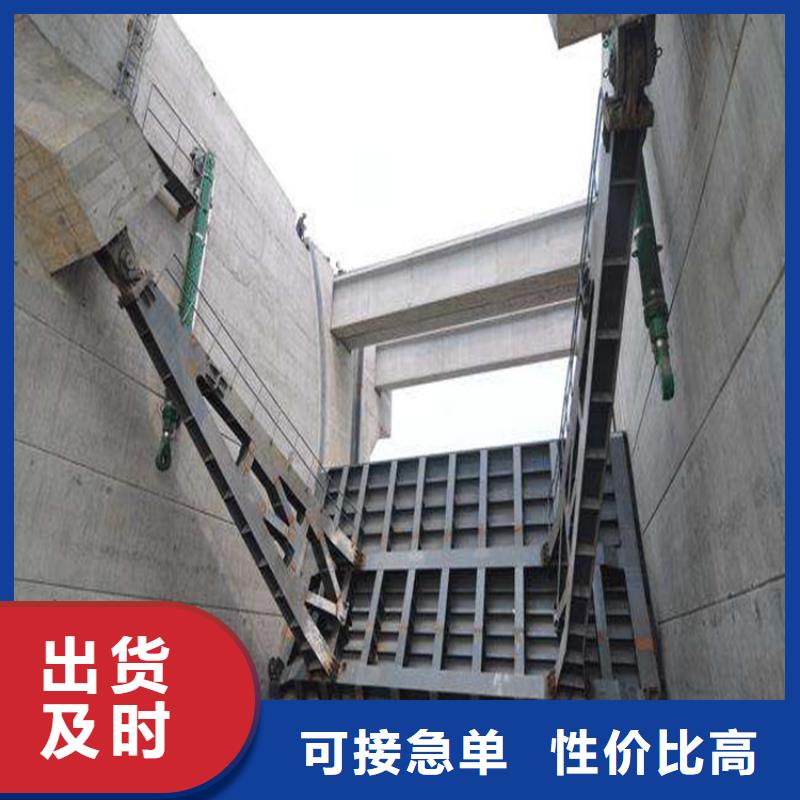
鋼壩閘門的安裝 1:鋼壩閘門在已完成一次混凝土施工的現場,按標記把7個鋼壩閘門主轉軸座、2個防水套與各自的預埋件用連接螺栓牢固連接,再分別就各自的預留坑位(適當氣割割開安裝時干涉的混凝土羅紋鋼筋),用激光水準儀分別找正各個鋼壩閘門主轉軸座位置,要保證各轉鋼壩閘門軸座及防水套的基準線對齊、座(套)心在一條線上、各座底在同一水平面內(無激光水準儀也可在其上方空中架0.5mm鋼絲基準,用鉛垂吊線找正各鋼壩閘門主轉軸座的中心基準線位置,用條式一級水平儀、光學水平儀保證各主轉軸座座底處同一水平面內),保證主轉軸座與2個防水套的整體同軸度≤4毫米及它們的相對間距尺寸公差達IT13級標準(公差帶對稱布置)。 2:在各主轉軸座位置正確后,用槽鋼頭等把鋼壩閘門主轉軸座預埋件、2個防水套牢固地與一次混凝土施工預留的羅紋鋼筋焊接聯接,保證下一步組裝及二次混凝土施工不會改變它們的位置。 3:把各短轉軸裝入軸座,按標記裝上壓緊環(螺絲暫不收緊),套上定位環。按提供的書面標記記錄從中間的主轉軸座開始,向兩邊安裝長轉軸,安裝時允許短轉軸適當軸向的暫時移動,以便于鉸制螺栓的連接操作 4:整個轉軸的安裝過程,務必要注意:A 相互連接零件的鋼字碼;B 配作時的基準線對準記號;C 轉軸及拐臂等的周向方位不能錯。D 注意密封銅墊的安裝。 5:待轉軸、拐臂都安裝完畢,可以轉動轉軸,檢驗轉軸的整體同軸度控制效果。滿足要求后確定各定位環的實際位置,與相應的各短轉軸配打M10螺孔并固定。 6:按記錄的基準記號等開始安裝葉片,鋼壩閘門注意此時M24、M36連接羅紋上要涂羅紋密封膠或裹生料帶,門葉間用適當涂以硫磺膠泥,再根據葉片的實際位置安裝葉片擱凳的預埋件(含葉片擱凳)至正確位置;根據轉軸的實際位置,安裝下止水預埋件及下止水部件至正確位置。用槽鋼頭等把兩者預埋件與一次混凝土施工預留的羅紋鋼筋牢固地焊接聯接。上述安裝完畢組裝暫停,對擱凳的預埋件坑及下止水預埋件坑進行混凝土二次施工。 7:清理現場,對整個鋼結構再次密封處理,罩二度漆。 B:鋼壩驅動裝置、鎖定器安裝。@
廣西貴港坤禹水利機械有限公司擁有雄厚的技術實力,多名 螺桿式啟閉機產品研發人員,訓練有素的職工隊伍, 螺桿式啟閉機加工設備及檢測設備,使生產出的 螺桿式啟閉機經科學設計,精心制作,嚴格檢驗。數十年來的不懈努力、吸收國內外技術經驗,集眾家之所長,制造出多領域的新 螺桿式啟閉機產品。嚴格的 螺桿式啟閉機產品檢測,并配以的售后服務,使本廠在 螺桿式啟閉機行業獨樹一幟,贏得八方眾多客戶的肯定。
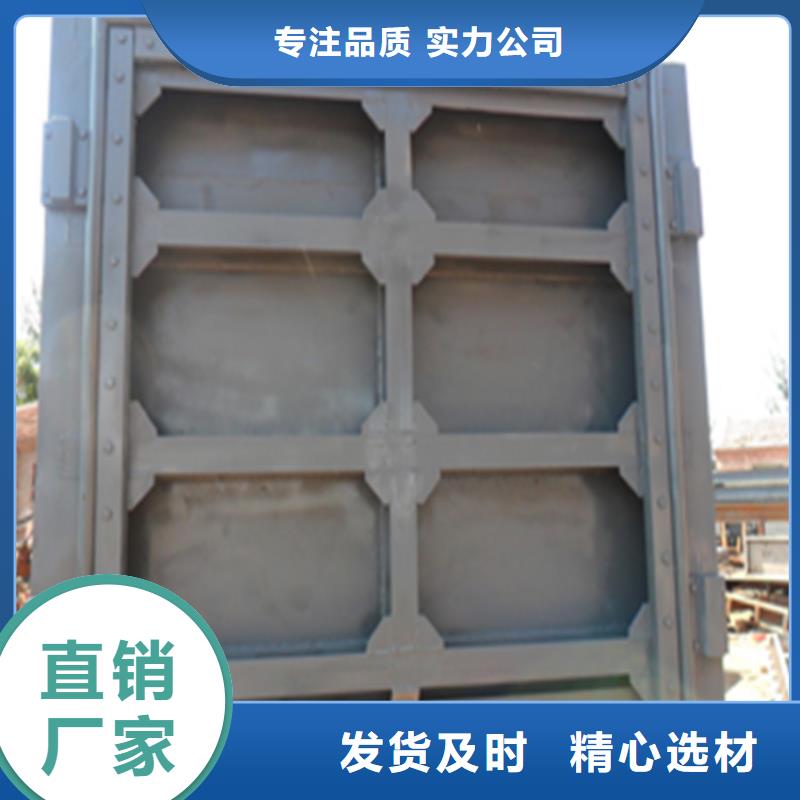
閘門的安裝:1. 安裝前,要shou先檢查豎框與橫框之間、閘板與閘板之間(指多塊閘板組合的閘門)的連接螺絲,是否在運輸裝卸中引起松動,它們的接茬處是否錯牙,要調整成一個平面,然后上緊螺栓。2. 安裝時,將閘門整體豎入閘槽,在兩邊立框的下面墊上調整墊塊(嚴禁墊下橫梁),兩立框用手動葫蘆和斜拉立穩,將閘門找直找平,各地腳孔內串上地腳螺栓,支好盒子進行一期澆注,注意混凝土不能埋上閘框,使閘框底平面貼在水泥墻上,當混凝土凝固后,再對閘框進行調整,擰緊地腳螺栓,對啟閉機閘門進行調整時,在啟閉機閘門背面的閘板和閘框的封水處,用塞尺對四周進行間隙測量,如有大于0.3mm的地方,在該處閘框與混凝土墻間強塞鐵片,間隙,然后調整至四周間隙都在0.3mm以下,再進行二期澆注,混凝土將閘框埋入二分之一處為宜
【學員問題】水工鋼閘門外觀形態檢測應包括內容?
【解答】1、閘門門體的明顯變形,構件的折斷,損傷及局部明顯變形。
2、焊縫及其熱影響區表面的裂紋等危險缺陷及其異常變化
3、閘門和啟閉機零部件,如吊耳,吊鉤,吊桿,連接螺栓,側反向支承裝置,充水閥,止水裝置,滑輪組,制動器,鎖定等裝置的表面裂紋,損傷,變形和脫落。
4、閘門和移動式啟閉機行走支承系統的變形損壞和偏斜,啃軌,卡阻現象,滾輪的變形損壞,轉動靈活程度。
5、平面閘門軌道(弧形閘門軌,板鉸座),門楣(包括鋼胸墻),止水座板,鋼襯砌等埋設件的磨蝕和變形。
6、啟閉機機架的損傷,裂紋和局部明顯變形
7、啟閉機傳動軸的裂紋,磨損及明顯變形。
8、開式齒輪輪齒嚙合狀況,輪齒,的斷齒崩角,磨損和壓陷等。
9、卷揚式啟閉機卷筒表面,卷筒幅板,輪緣的損傷和裂紋等。
10、螺桿式啟閉機螺桿和螺母的裂紋,磨損,螺桿的彎曲。
11、液壓啟閉機的缸體,端蓋,活塞桿等零件的損傷和裂紋,液壓缸和油路的泄漏。
選購鑄鐵閘門生產的簡單介紹來廣西省貴港市找坤禹水利機械(貴港市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:張先生-【13785833688】,地址:[]。













